Raex 500 351e1h
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report 3l3c15
Overview 3z723u
& View Raex 500 as PDF for free.
More details 2i4a6q
- Words: 1,622
- Pages: 4
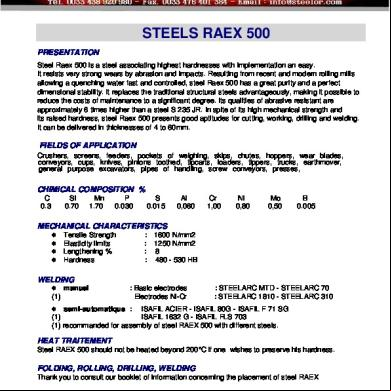
STEELS RAEX 500 PRESENTATION Steel Raex 500 is a steel associating highest hardnesses with implementation an easy. It resists very strong wears by abrasion and impacts. Resulting from recent and modern rolling mills allowing a quenching water fast and controlled, steel Raex 500 has a great purity and a perfect dimensional stability. It replaces the traditional structural steels advantageously, making it possible to reduce the costs of maintenance to a significant degree. Its qualities of abrasive resistant are approximately 6 times higher than a steel S 235 JR. In spite of its high mechanical strength and its raised hardness, steel Raex 500 presents good aptitudes for cutting, working, drilling and welding. It can be delivered in thicknesses of 4 to 60mm.
FIELDS OF APPLICATION Crushers, screens, feeders, pockets of weighing, skips, chutes, hoppers, wear blades, conveyors, cups, knives, pinions toothed, tipcarts, loaders, tippers, trucks, earthmover, general purpose excavators, pipes of handling, screw conveyors, presses,
CHIMICAL COMPOSITION % C 0.3
Si 0.70
Mn 1.70
P 0.030
S 0.015
Al 0,060
Cr 1,00
Ni 0,80
Mo 0,50
B 0.005
MECHANICAL CHARACTERISTICS Tensile Strength Elasticity limits Lengthening % Hardness
: : : :
1600 N/mm2 1250 N/mm2 8 480 - 530 HB
WELDING manuel (1)
: Basic electrodes Electrodes Ni-Cr
: STEELARC MTD - STEELARC 70 : STEELARC 1810 - STEELARC 310
semi-automatique : ISAFIL ACIER - ISAFIL 80G - ISAFIL F 71 SG (1) ISAFIL 1632 G - ISAFIL FLS 703 (1) recommanded for assembly of steel RAEX 500 with different steels.
HEAT TRAITEMENT Steel RAEX 500 should not be heated beyond 200°C if one wishes to preserve his hardness.
FOLDING, ROLLING, DRILLING, WELDING Thank you to consult our booklet of information concerning the placement of steel RAEX
DIMENSIONS PLATES QUARTO Formats : 1000 x 2000 - 2000 x 3000 - 2000 x 6000. Thicknesses : 5 - 6 - 8 - 10 - 12 - 15 - 20 - 25 - 30 - 35 - 40 - 50 - 60 mm.
DIMENSIONS OF UNROLLED AND FLATTENED PLATES Lengths 2000 à 6000mm.
Formats : Width 1000 à 1540mm Thicknesses : 4 – 5 – 6 mm. 1
Placement of steels RAEX • Placement of steel Raex
• Control Documents
In spite of their high mechanical strength and their raised hardness, RAEX Steels present a good weldability and a good aptitude for working.
On request of the customers, we provide for our Raex Steels, a standard statement of control 2.2 or one certificate of reception 3.1 in conformity with the standard EN 10204. On the control documents, are reproduced the chemical composition of steel like its hardness.
• Designation of the grade of steel
Raex 400, Raex 450, Raex 500 Brinell Hardness average : 400 HBW, 450 HBW, 500 HBW Chimical and mechanical characteristics, see tables 1 and 2.
• Dimensional Program
Sheets and plates quarto, see table 3.
• Flanging and free bending
• Delivery condition
Figure 1
Steels are delivered at the soaked state.
• Tolerances
R = Plunger radius of curvature W = Gap width t = Plate thickness
Sheets quarto : Thickness Standard EN 10029 Classe A. Width and length EN 10029. Flatness standard EN 10029, Classe N normal flatness tolerances, type of steel : H. Sheets : Thickness, width and length standard EN 10051. Flatness standard EN 10029 Classe N, type of steel : H.
Bend line
R t
• Surface quality
Standard EN 10 10163-2 Classe A3. Recharging by welding after elimination of the defects of surface is prohibited.
• Steels Hardness
W
Hardness HBW of steel is given according to the standard EN ISO 6505-1.
• Skin- and flatness (Dead Flat pro-cess)
- The surface hardness of the upper edges of the die groove must be greater than the hardness of the plate that is to be bent. In the structure shown in the figure, the upper edge of the die groove is equipped with 20 mm iron rods with the hardness of approximately 53 HRC. - The grooves in which the iron rods are located must be kept clean. - Widening the die groove decreases the need for bending force but increases springback. - Springback: Raex 400 9° – 13° Raex 500 10° – 15°
Rolling skin- of the coils, known as “Dead Flat process“ (DF), causes a work hardening of the metal which erases the stage of elactic limit of steels and fixes the mechanical characteristics. This rolling of completion eliminates the residual stresses and allows the production of sheets having an excellent flatness. It facilitates the control of the deformations after welding and is appropriate very well for the series production of folded parts. The rolling skin- avoids the planing of the parts cut out in steels DF. It also improves the surface quality of the film them Raex and reduces the geometrical irregularities of surfaces (roughness). Our products make it possible to simplify the cycles of production This process DF is systematically specified on the certificate machines. 2
STEELS RAEX Mechanical Characteristics - Dimensional Programs • Chimical composition
Table 1
Thickness mm Sheets Plates quarto
Raex 400 Raex 450 Raex 500
2,5 – 12 – 3 – 12 3 – 12
Aluminium (Al)
or titane
5 – 30 (30) – 60 6 – 60 5 – 60
C
0,23 0,24 0,26 0,30
Si
0,70 0,70 0,70 0,70
Maximum content of % (analyzes on cast) Mn P S Al Cr
1,70 1,70 1,70 1,70
0,030 0,030 0,030 0,030
0,015 0,015 0,015 0,015
0,060 0,060 0,060 0,060
1,50 1,00 1,00 1,00
Ni
Mo
0,40 0,70 0,70 0,80
0,50 0,50 0,50 0,50
B
0,004 0,004 0,004 0,004
i)
• Mechanical characteristics
Table 2
Thickness mm Elasticity Limit Sheets Plates quarto Rp0,2 N/mm2
Raex 400
2.5 – 12 – –
Raex 450 Raex 500
3 – 12 3 – 12
Breaking Load Rm N/mm2
Lengthening A5 %
Hardness HB
Resilience t °C KV J
5 – 15 (15) – 30 (30) – 60
1000 1000 1100
1250 1250 1400
10 10 8
360 – 420 360 – 450 360 – 480
-40 -40 -40
30 20 20
6 – 60 5 – 60
1200 1250
1450 1600
8 8
425 – 475 450 – 530
-40 -30
20 20
Indicative Values
• Dimensional
Table 3
Sheets
Thickness mm
Raex 400 Raex 400 Raex 450 Raex 450 Raex 500 Raex 500 1)
.5 – 6 2 (6) – 12 3–6 (6) – 12 3 – (4) 4 – 12
Width mm 1)
1000 – 1560 1000 – 1540 1000 – 1560 1000 – 1540 1000 – 1350 1000 – 1540
Length max. mm
12 000 6 000 12 000 6 000 6 000 6 000
The exact width depends of the thickness
Plates quarto Thickness mm 1)
Raex 400/450/500
5 – 60
Width mm 2)
Length max. mm
1750 – 2500
For plates with a higher thickness with 60 mm and length higher than 6m, thank you to consult as a preliminary. For Raex 450, the thickness minimum is of 6 mm. 2) The exact width depends of the thickness. 1)
3
6 000
Steels RAEX - FOLDING AND WELDING • Free folding
Tableau 1
Thickness mm
Raex 400 Raex 400 Raex 450 Raex 500
Free folding < 90° Ray R of the punch / thickness: R/t direction of folding / direction of rolling Transversal Longitudinal
2.5 – 6 (6) – 20 3 – 20 5 – 20
3 3 4 ≈ 10
Folding to 90° groove - V W/t
Opening W of the matrix Thickness: W/t Transversal
3 4 5 ≈ 12
Longitudinal
9 9 11 23
9 11 13 27
≈ 15 ≈ 15 ≈ 15 –
Recommandations for the folding. Thank you to consult our technique department for the folding of sheets thickness higher than 20 mm .
Raex 400
• Temperature of heating °C Welding Process Hydrogen content in the added metal (HD)
Minimum metal Combinated thickness t, mm energy. E kJ/mm 10 20 30 40
Wire Full MAG HD ≤ 5 ml / 100g
1,5
20
2
20
2,5
20
Wire full MAG HD = 5 - 10 ml / 100 g
1,5
20
2
20
2,5
20
Metal arc welding under HD = 5 - 10 ml / 100 g
1,5
20
2
20
2,5
20
1,5
20
2
20
2,5
20
1,5
20
150
2
20
100
150
175
200 1)
2,5
20
50
100
150
200 1)
1,5
20
100
150
175
200 1)
2
20
50
100
150
200 1)
2,5
20
50
100
200 1)
Wire full MAG HD ≤ 5 ml / 100g
Raex 500
Tableau 2
Wire full MAG HD = 5 - 10 ml / 100 g
Metal arc welding under HD = 5 - 10 ml / 100 g
50 50
60 75
70
80
90
125
100
125 125
125
50
175
100
125 75
125
100
125
150
75
125
125
150
75
125 75
200
150
175 150
175 175
150
100 75
175
125
150 175
150
175
125
175
150 200 1)
1) A pre-heating with an higher temperature with 200°C affects mechanical characteristics of metal basic. To consult our engineering service if you want to derogate from this rule.
60 • U • I E= 100 • v
E = Welding energy (kJ/mm) I = Intensity of the current of welding (A) U = Tension (V) v = Speed progress (mm/min)
t1 Average thickness to 75 mm of the axis of the cord of the welding Combinated thickness t = t1 + t2
Symmetrical and simultaneous execution of the two cords Combinated thickness t = 1/2 • (t1 + t2 + t3) 4
120
150
100 100
110
150
Combinated thickness t = t1 + t2 + t3
175
FIELDS OF APPLICATION Crushers, screens, feeders, pockets of weighing, skips, chutes, hoppers, wear blades, conveyors, cups, knives, pinions toothed, tipcarts, loaders, tippers, trucks, earthmover, general purpose excavators, pipes of handling, screw conveyors, presses,
CHIMICAL COMPOSITION % C 0.3
Si 0.70
Mn 1.70
P 0.030
S 0.015
Al 0,060
Cr 1,00
Ni 0,80
Mo 0,50
B 0.005
MECHANICAL CHARACTERISTICS Tensile Strength Elasticity limits Lengthening % Hardness
: : : :
1600 N/mm2 1250 N/mm2 8 480 - 530 HB
WELDING manuel (1)
: Basic electrodes Electrodes Ni-Cr
: STEELARC MTD - STEELARC 70 : STEELARC 1810 - STEELARC 310
semi-automatique : ISAFIL ACIER - ISAFIL 80G - ISAFIL F 71 SG (1) ISAFIL 1632 G - ISAFIL FLS 703 (1) recommanded for assembly of steel RAEX 500 with different steels.
HEAT TRAITEMENT Steel RAEX 500 should not be heated beyond 200°C if one wishes to preserve his hardness.
FOLDING, ROLLING, DRILLING, WELDING Thank you to consult our booklet of information concerning the placement of steel RAEX
DIMENSIONS PLATES QUARTO Formats : 1000 x 2000 - 2000 x 3000 - 2000 x 6000. Thicknesses : 5 - 6 - 8 - 10 - 12 - 15 - 20 - 25 - 30 - 35 - 40 - 50 - 60 mm.
DIMENSIONS OF UNROLLED AND FLATTENED PLATES Lengths 2000 à 6000mm.
Formats : Width 1000 à 1540mm Thicknesses : 4 – 5 – 6 mm. 1
Placement of steels RAEX • Placement of steel Raex
• Control Documents
In spite of their high mechanical strength and their raised hardness, RAEX Steels present a good weldability and a good aptitude for working.
On request of the customers, we provide for our Raex Steels, a standard statement of control 2.2 or one certificate of reception 3.1 in conformity with the standard EN 10204. On the control documents, are reproduced the chemical composition of steel like its hardness.
• Designation of the grade of steel
Raex 400, Raex 450, Raex 500 Brinell Hardness average : 400 HBW, 450 HBW, 500 HBW Chimical and mechanical characteristics, see tables 1 and 2.
• Dimensional Program
Sheets and plates quarto, see table 3.
• Flanging and free bending
• Delivery condition
Figure 1
Steels are delivered at the soaked state.
• Tolerances
R = Plunger radius of curvature W = Gap width t = Plate thickness
Sheets quarto : Thickness Standard EN 10029 Classe A. Width and length EN 10029. Flatness standard EN 10029, Classe N normal flatness tolerances, type of steel : H. Sheets : Thickness, width and length standard EN 10051. Flatness standard EN 10029 Classe N, type of steel : H.
Bend line
R t
• Surface quality
Standard EN 10 10163-2 Classe A3. Recharging by welding after elimination of the defects of surface is prohibited.
• Steels Hardness
W
Hardness HBW of steel is given according to the standard EN ISO 6505-1.
• Skin- and flatness (Dead Flat pro-cess)
- The surface hardness of the upper edges of the die groove must be greater than the hardness of the plate that is to be bent. In the structure shown in the figure, the upper edge of the die groove is equipped with 20 mm iron rods with the hardness of approximately 53 HRC. - The grooves in which the iron rods are located must be kept clean. - Widening the die groove decreases the need for bending force but increases springback. - Springback: Raex 400 9° – 13° Raex 500 10° – 15°
Rolling skin- of the coils, known as “Dead Flat process“ (DF), causes a work hardening of the metal which erases the stage of elactic limit of steels and fixes the mechanical characteristics. This rolling of completion eliminates the residual stresses and allows the production of sheets having an excellent flatness. It facilitates the control of the deformations after welding and is appropriate very well for the series production of folded parts. The rolling skin- avoids the planing of the parts cut out in steels DF. It also improves the surface quality of the film them Raex and reduces the geometrical irregularities of surfaces (roughness). Our products make it possible to simplify the cycles of production This process DF is systematically specified on the certificate machines. 2
STEELS RAEX Mechanical Characteristics - Dimensional Programs • Chimical composition
Table 1
Thickness mm Sheets Plates quarto
Raex 400 Raex 450 Raex 500
2,5 – 12 – 3 – 12 3 – 12
Aluminium (Al)
or titane
5 – 30 (30) – 60 6 – 60 5 – 60
C
0,23 0,24 0,26 0,30
Si
0,70 0,70 0,70 0,70
Maximum content of % (analyzes on cast) Mn P S Al Cr
1,70 1,70 1,70 1,70
0,030 0,030 0,030 0,030
0,015 0,015 0,015 0,015
0,060 0,060 0,060 0,060
1,50 1,00 1,00 1,00
Ni
Mo
0,40 0,70 0,70 0,80
0,50 0,50 0,50 0,50
B
0,004 0,004 0,004 0,004
i)
• Mechanical characteristics
Table 2
Thickness mm Elasticity Limit Sheets Plates quarto Rp0,2 N/mm2
Raex 400
2.5 – 12 – –
Raex 450 Raex 500
3 – 12 3 – 12
Breaking Load Rm N/mm2
Lengthening A5 %
Hardness HB
Resilience t °C KV J
5 – 15 (15) – 30 (30) – 60
1000 1000 1100
1250 1250 1400
10 10 8
360 – 420 360 – 450 360 – 480
-40 -40 -40
30 20 20
6 – 60 5 – 60
1200 1250
1450 1600
8 8
425 – 475 450 – 530
-40 -30
20 20
Indicative Values
• Dimensional
Table 3
Sheets
Thickness mm
Raex 400 Raex 400 Raex 450 Raex 450 Raex 500 Raex 500 1)
.5 – 6 2 (6) – 12 3–6 (6) – 12 3 – (4) 4 – 12
Width mm 1)
1000 – 1560 1000 – 1540 1000 – 1560 1000 – 1540 1000 – 1350 1000 – 1540
Length max. mm
12 000 6 000 12 000 6 000 6 000 6 000
The exact width depends of the thickness
Plates quarto Thickness mm 1)
Raex 400/450/500
5 – 60
Width mm 2)
Length max. mm
1750 – 2500
For plates with a higher thickness with 60 mm and length higher than 6m, thank you to consult as a preliminary. For Raex 450, the thickness minimum is of 6 mm. 2) The exact width depends of the thickness. 1)
3
6 000
Steels RAEX - FOLDING AND WELDING • Free folding
Tableau 1
Thickness mm
Raex 400 Raex 400 Raex 450 Raex 500
Free folding < 90° Ray R of the punch / thickness: R/t direction of folding / direction of rolling Transversal Longitudinal
2.5 – 6 (6) – 20 3 – 20 5 – 20
3 3 4 ≈ 10
Folding to 90° groove - V W/t
Opening W of the matrix Thickness: W/t Transversal
3 4 5 ≈ 12
Longitudinal
9 9 11 23
9 11 13 27
≈ 15 ≈ 15 ≈ 15 –
Recommandations for the folding. Thank you to consult our technique department for the folding of sheets thickness higher than 20 mm .
Raex 400
• Temperature of heating °C Welding Process Hydrogen content in the added metal (HD)
Minimum metal Combinated thickness t, mm energy. E kJ/mm 10 20 30 40
Wire Full MAG HD ≤ 5 ml / 100g
1,5
20
2
20
2,5
20
Wire full MAG HD = 5 - 10 ml / 100 g
1,5
20
2
20
2,5
20
Metal arc welding under HD = 5 - 10 ml / 100 g
1,5
20
2
20
2,5
20
1,5
20
2
20
2,5
20
1,5
20
150
2
20
100
150
175
200 1)
2,5
20
50
100
150
200 1)
1,5
20
100
150
175
200 1)
2
20
50
100
150
200 1)
2,5
20
50
100
200 1)
Wire full MAG HD ≤ 5 ml / 100g
Raex 500
Tableau 2
Wire full MAG HD = 5 - 10 ml / 100 g
Metal arc welding under HD = 5 - 10 ml / 100 g
50 50
60 75
70
80
90
125
100
125 125
125
50
175
100
125 75
125
100
125
150
75
125
125
150
75
125 75
200
150
175 150
175 175
150
100 75
175
125
150 175
150
175
125
175
150 200 1)
1) A pre-heating with an higher temperature with 200°C affects mechanical characteristics of metal basic. To consult our engineering service if you want to derogate from this rule.
60 • U • I E= 100 • v
E = Welding energy (kJ/mm) I = Intensity of the current of welding (A) U = Tension (V) v = Speed progress (mm/min)
t1 Average thickness to 75 mm of the axis of the cord of the welding Combinated thickness t = t1 + t2
Symmetrical and simultaneous execution of the two cords Combinated thickness t = 1/2 • (t1 + t2 + t3) 4
120
150
100 100
110
150
Combinated thickness t = t1 + t2 + t3
175
Related Documents g842
Raex 500 351e1h
December 2019 25
Raex 400 Tube Circular x3y43
March 2023 0
500 59653n
December 2019 62
Glevo 500 3f3p5c
August 2021 0
500 Recetas 191j4k
December 2019 82