Proiect Mase Plastice 5sy68
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report 3l3c15
Overview 3z723u
& View Proiect Mase Plastice as PDF for free.
More details 2i4a6q
- Words: 5,944
- Pages: 26
UNIVERSITATEA TEHNICĂ DIN CLUJ-NAPOCA FACULTATEA CONSTRUCŢII DE MAŞINI
PROIECT MASE PLASTICE
Tema proiectului: Proiectarea tehnologiei de fabricaţie si a matritei aferente pentru realizarea prin injectie a piesei date. Seria de fabricatie: 100 000 buc/an 1
Etapele realizării proiectului: I Memoriu tehnic: 1. Consideratii generale privind materialele plastice 2. Principalele proprietati ale materialelor plastice 3. Analiza desenului de execuţie al piesei -rolul funcţional -forma piesei -condiţii de precizie 4. Propuneri de modificare a formei geometrice a piesei impuse de condiţiile tehnologice 5. Analiza materialului propus pentru piesa – caracteristicile tehnologice ale materialului. 6. Prelucrarea materialelor plastice prin injectie – particularitati tehnologice 7. Matrite de injectat -particularitati -solutii constructive 8. Masini de injectat mase plastice -elemente constructive -caracteristici constructive II Memoriu justificativ de calcul Proiectarea matriţei de injectat 1. Calculul volumului si a masei materialului injectat 2. Calculul numărului de cuiburi 3. Proiectarea sistemului de injecţie(vezi Sereş) 4. Proiectarea şi dimensionarea reţelei de injecţie 5. Calculul volumului total de material injectat 6. Alegerea maşinii de injectat -tip -capacitate -parametrii geometrici şi energetici 7. Stabilirea solutiei constructive şi funcţionale a matriţei de injectat -tip matriţă -nr şi poziţia planurilor de separaţie a) Sistemul de centrare şi conducere a matriţei b) Sistemul de eliminare a pieselor din matrita c) Proiectarea sistemului de răcire din matriţa pentru asigurarea temperaturii de regim d) Sistemul de aerisire a matriţei e) Materialele utilizate în construcţia matriţei 8. Calculul dimensiunilor nominale şi a toleranţelor de execuţie ale elementelor cuiburilor. 9. Calculul forţelor din procesul de injecţie Finj; Fînchidere; 10. Calculul de dimensionare şi verificare la rezistenta a elementelor constructive mai solicitate ale matriţei de injectat. 11. Execuţia grafică a desenului de ansamblu al matriţei de injecţie.
2
12. Întocmirea desenului de execuţie pentru un cuib. 13. Norme de tehnica securităţii muncii ce trebuie respectate la tehnica injectării pieselor 14. Bibliografie
3
I MEMORIU TEHNIC 1. Consideratii generale privind materialele plastice Materialele plastice si compozite constituie nu numai un inlocuitor perfect al materialelor metalice sau neferoase, ci si materiale capabile sa rezolve o serie intreaga de probleme tehnice printre care unele foarte greu sau imposibil de realizat prin utilizarea materialelor traditionale. Se numesc mase plastice materialele produse pe baza de polimeri, capabile de a capata la incalzire forma ce li se da si de a o pastra dupa racier. Dupa cantitatea in care se produc ele ocupa primul loc printer materialele polimere. Ele se caracterizeaza printr-o rezistenta mecanica mare, densitate mica, stabilitate chimica inalta, proprietati termoizolante si electroizolante etc. Masele plastice se fabrica din materii prime usor accesibile, din ele pot fi confectionate usor cele mai felurite articole. Toate aceste avantaje au determinat utilizarea lor in diversele ramuri ale economiei nationale si ale tehnicii, in viata de toate zilele. Aproape toate masele plastice contin, in afara de polimeri (denumiti adesea rasini), componenti care le confera anumite calitati; substanta polimere serveste in ele in calitate de liant. O masa plastica este constituita din materialul de implutura ( faina de lemn, teseturi,azbest, fibre de sticla s.a.), care ii reduc costul si ii imbunatatesc proprietatile mecanice, plastifianti( de exemplu esteri cu punctual de fierbere inalt), care le sporesc elasticitaea, le reduc fragilitatea, stabilizatori (antioxidanti, fotostabilizatori), care contribuie la pastrarea proprietatilor maselor plastice in timpul proceselor de prelucrare si in timpul utilizarii, coloranti, care le dau culoarea necesara, si alte substante. Pentru a ne comporta correct cu masele pastice, trebuie sa stim din ce fel de polimeri au fost produse ele – termoplastici sau termoreactivi. Cel mai vechi material plastic este celuloidul, fabricat in Statele Unite in 1870, pentru a inlocui fildesul bilelor de biliard. Cu acest produs, industria incepe sa produca pentru prima oara un tip de material care este folosit la fel de frecvent ca si o substanta naturala. Patruzeci de ani mai tarziu, in 1909, un chimist belgian, emigrat in Statele Unite, Leo Hendrik Baekeland (1863-1944) descopera bachelita, primul plastic considerat a fi un material frumos. Din punct de vedere chimic, bachelita reprezinta o revolutie. Materialele de baza folosite pana atunci pentru fabricarea plasticelor erau obtinute din materiale naturale. Bachelita insa, este fabricata in intregime din produse industriale. Ea constituie deci primul material plastic sintetic. Bachelita s-a folosit la fabricarea unui numar mare de obiecte: telefoane, bijuterii, porttigarete, aparate de radio, etc. Materialele plastice nu exista in natura. Ele sunt compusi creati artificial in laborator. Numele care li s-a dat aminteste de una dintre proprietatile lor fundamentale, si anume plasticitatea, capacitatea de a se deforma sub actiunea unei forte exterioare si de asi conserva apoi forma care le-a fost data. Exista numeroase procedee de fabricare a materialelor plastice. O galeata, o sticla, o casca de motociclist, o plansa de windsurfing sun toate fabricate din diferite tipuri de plastic. Pentru fiecare obiect, trebuie ales materialul plastic care are calitatile cele mai potrivite: suplete, rigidate, rezistenta la soc, elasticitate, transparenta, greutate mica.
4
1. Proprietatile fizice ale materialelor plastice Comportarea materialelor plastice sub acţiunea forţelor exterioare. Polimeri liniari în funcţie de mărimea şi durata de acţionare a forţelor exterioare, precum şi de temperatura medie, aceştia se găsesc sub trei stări: - stare sticloasă - stare înalt elastică - stare de curgere vâscoasă sau fluidă olimeri tridimensionali (termorigidele) există numai în stare sticloasă. Un corp solid ideal este caracterizat de legea lui Hook. =Ex - deformarea specifică E – modul de elasticitate
Diagrama forţă-deformaţie pentru un material termoplast (catenă liniară)
5
A-B stare sticloasă – caracterizată prin starea mecanică a epruvetei la tracţiune în urma căreia polimerul suferă deformaţii mici reversibile proporţionale în forţa aplicată. B-C stare înalt elastică caracterizată prin o solicitare mai mare însă la o creştere mică a forţei, deformaţiile sunt mari. Catenele se derăsucesc, iar la anularea forţei îşi revin aproximativ la forma iniţială. C-D stare de curgere vâscoasă sau fluidă – forţa creşte, materialul curge vâscos, distanţele interatomice se măresc considerabil, după aplicare forţei nu îşi mai revin la forma iniţială, iar dacă forţa este prea mare copolimerul se poate rupe. Influenţa temperaturii
Tv – temperatura de vitrifiere, temperatura la care materialul trece din starea sticloasă în starea înalt elastică Tc – temperatura de curgere sau intervalul de temperatură în care materialul trece din starea înalt elastică în starea de curgere vâscoasă Zona de prelucrare – au loc principalele operaţi de transformare în produse: termosuflarea, presarea. Domenii de aplicare a materialelor plastice. Industria de ambalaje este si va ramane si in viitor in lume principalul consumator de materiale plastice. Se estimeaza ca rata de dezvoltare a ambalajelor din plastic va fi in continuare in medie de 10% anual in lume, iar pe tari o dezvoltare proportionala cu produsul national brut. Materialele plastice au patruns adanc in domeniile de utilizare ale sticlei, tablelor si foliilor metalice, extinderea si perfectionarea sistemelor de ambalaje. In domeniul materialelor de constructii, masele plastice isi vor continua de asemenea ascensiunea, pe plan mondial atingandu-se ritmuri de crestere a productiei si consumului de 10-15%. Principalele categorii de produse sunt profilele din materiale plastice ca inlocuitor ai tablelor ondulate si profilelor metalice, panourile stratificate, elementele prefabricate cu izolatie termica si fonica din spume poliuretanice, retele sanitare si electice cuprinzand tevi din policlorura de vinil si poliolefine, instalatii sanitare din poliesteri armati, polimeri acrilici sau aliaje din diferite materiale plastice cum ar fi acrilonitrilul, butadiena si stirenul(ABS). Electrotehnica si electronica, beneficiari traditionali ai materialelor polimere, au cunoscut o patrundere relativ importanta a maselor plastice, in special polmerii
6
traditionali ca policlorura de vinil, polietilena, polistirenul dar si unele mase plastice speciale cum sunt policarbonatii, poliacetalii, polifenilen oxidul etc. Industria constructiilor de masini si autovehicule a inregistrat cel mai inalt ritm de asimilare a mateeialelor plastice: in medie, pe plan mondial, 44% anual. Principalele tipuri de polimeri folositi sunt policlorura de vinil, poliolefinele si polimerii stirenici. Directiile de utilizare a materialelor plastice in constructia de masini se diversifica si se multiplica continuu. In agricultura ponderea ce mai mare o detin filmele de polietilena de joasa presiune, folosite pentru mentinerea umiditatii solului, protejarea culturilor in sere si solarii, impermeabilitatea rezervoarelor si canalelor. Alte domenii de aplicatii ale materialelor sintetice polimere sunt tehnicile de varf. Iata cateva exemple: Industria aerospatiala. Conditiile principale impuse materialelor plastice utilizate in acest domeniu sunt: sa reziste la temperaturi ridicate si scazute, sa nu arda, iar daca ard sa nu produca fum. Astfel hublourile avioanelor se confectioneaza din policarbonat rezistent la foc si care are si o exceptionala rezistenta la soc. Pentru cabinele de pasageri se fosesc laminate din rasina epoxidica sau fenolica ranforsate cu fibre de sticla si acoperite cu un strat metalic subtire pentru o cat mai buna rezistenta la foc. La constructia navelor spatiale se utilizeaza placi cu structura sandwich de grafit-rasina epoxidica-bor-aluminiu care rezista la temperaturi ridicate. Industria nucleara. Politetrafluoretilena si politriclorfluoretilena, care rezista la compusii fluorurati agresivi cum este si hexaflurura de uraniu, se utilizeaza la instalatiile industriale destinate separarii izotopice a uraniului, ca elemente de legatura pentru pompe si compresoare, conducte, clape de vane etc. Pentru imbunatatirea rezistentei fata de radiatiile beta sau de amestecurile de radiatii si neutroni provenite de la pilele nucleare se utilizeaza polimeri fluorurati (fluoroplaste) grefati radiochimic cu monomeri de stiren, metil-metacrilat etc. Industria chimica. In acest domeniu, materialele plastice isi gasesc cele mai diverse aplicatii, incepand de la conducte pana la piese componente ale pompelor si compresoarelor care lucreaza in medii corozive, gratie greutatii scazute si rezistentei chimice si mecanice ridicate al acestor materiale. Dar materialele plastice cunosc utilizari importante chiar in constructia unor aparate si utilaje la care cu greu si-ar fi putut inchipui cineva ca se poate renunta la metal. S-au executat astfel reactoare chimice din polipropilena izotactica si poliester armat cu fibre de sticla avand o capacitate de nu mai putin de 48 t, diametrul reactorului fiind de 3m, iar inaltimea de 7,5m. In prezent se utilizeaza schimbatoare de caldura pentru racirea lichidelor corozive cu tuburi din politetrafluoretilena. Materialele folosite prezinta o rezistenta mult mai mare la coroziune decat tuburile din fonta, avand un cost similar dar o greutate mult mai mica. Sau construit de asemenea tuburi de atomizare a materialelor, de 15m inaltime si 25m diametru, placate in interior cu politetrafluoretilena, pentru solutiile concentrate de saruri alcaline. Politetrafluoretilena, avand proprietati antiaderente impiedica formarea crustelor pe peretii turnului. Industria electronica. Sunt cunoscute in general proprietatile electroizolante ale polimerilor sintetici. S-au gasit insa utilizari ale materialelor plastice si ca inlocuitori de materiale conductoare si semiconductoare traditionale. Utilizarea lor in acest domeniu se bazeaza pe urmatoarele considerente:
7
usurinta de formare a piesei cu geometria dorita, aplicand tehnicile conventionale de prelucrare a materialelor plastice; posibiliatea de realizare a gradului de conductibilitate dorit; greutate mult mai scazuta a piesei. Materialele plastice cu conductbilitate electrica se realizeaza pe doua cai principale. Prima este de obtinere de amestecuri polimerice electroconductibile prin introducerea de grafit sau pulberi metalice in masa materialului. Cea de a doua consta in realizarea polimerilor cu structuri moleculare particulare, prin sinteza directa sau prin modificarea catenei polimerice, ca de exemplu: poliftalocianina, polifenocen, polimeri de condensare. Materialele plastice semiconductoare sunt de doua tipuri: cu semiconductibilitate de tip ionic, ca de exemplu poliacrilatul de sodiu: cu semiconductibilitate de tip electronic, datorita prezentei de electroni delocalizati (de obicei, electroni de tip π). Un exemplu il constituie polimerul obtinut prin incalzirea poliacrilonitrilului (Ladder-polymer). Aceste materiale plastice isi gasesc utilizarea la fabricarea tranzistoarelor. Schimbarile cele mai spectaculoase nu au loc insa in domeniul asa numitilor polimeri clasici. Anii ‘80 au marcat dezvoltarea unui sector deosebit de important al sintezei materialelor plastice- cel al polimerilor speciali. Produsi in cantitati mici, in conditii speciale, ei sunt capabili sa ofere utilizatorilor performante ridicate. Simpla aditivare, de exemplu, a cunoscutelor rasini epoxi cu fibre de carbon, duce la aparitia unui material al carui modul de elasticitate specifica este de 10 ori mai mare decat al celor mai bune oteluri produse in acea vreme. Alte modificari, de data aceasta in insasi structura polimerilor, pot aduce calitati spectaculoase in comportamentul acestora. De exemplu daca lanturile hidrocarbonate ale polimerilor nu sunt lasate sa se plieze la intamplare ci sunt intinse prin etirare, ia nastere o structura semicristalina a masei de material plastic care este caracterizata de o mare reziatenta mecanica. Un alt exemplu il constituie articulatiile din plipropilena etirata, care datorita structurii cristaline rezista la milioane de indoiri. O alta posibilitate de a modifica srtructura masei de polimeri o constituie legarea chimica a lanturilor hidrocarbonate intre ele. Rezulta asa-numitii polimeri reticulati, care se aseamana cu o retea tridimensionala. Caracteristice pentru aceasta structura sunt infuzibilitatea, o rigiditate neobisnuita, insolubilitate in orice dizolvant. Materialele plastice speciale se impun tot mai mult si prin calitatile lor optice. Cele mai spectaculoase realizari le consemneaza fibrele optice din polimeri acrilici sau poliamidici, care au o ductibilitate, o rezistenta si o elasicitate mult superioare fibrelor din sticla minerala. In sfarsit , in acelasi domeniu sunt de mentionat polimerii cu structura tridimensionala de foarte mare regularitate, cilindrica sau in lamele echidistante. Ei sunt foarte asemanatori cristalelor lichide. Daca distantele dintre cilindri sau lamele sunt de ordinul lungimilor de unda ale radiatiilor luminoase, are loc un proces de difractie a acestora. Astfel, un material plastic cu o asemenea structura se comporta ca un colorant irizant. De asemenea, polimerilor sintetici li se poate conferi capacitatea de a conduce curentul electric sau pot deveni electreti—substante cu incarcatura electrica bipolara permanentIn sfarsit, cea mai interesanta aventura a materialelor plastice, pare sa devina in viitor, biocompatibilitatea. Prin grefarea pe lantul polimerului a unor grupari chimice adecvate se spera ca acesta nu va mai fi considerat strain de organismul uman.
8
3. Analiza desenului de execuţie al piesei Forma cilindrica, gaurile si bosajul asigură posibilitatea realizării piesei în condiţii bune.
Fig. 1: Piesa de realizat prin injecţie: a) vedere 3D
b)-desen de execuţie; Piesa mai are un filet interior.
9
4. Propuneri de modificare a formei geometrice a piesei impuse de condiţiile tehnologice Piesa nu ridică probleme de modificare a formei geometrice 5. Analiza materialului propus pentru piesa – caracteristicile tehnologice ale materialului Materialul propus pentru realizarea piese este policlorura de vinil (PVC). Policlorura de vinil (PVC) este un material cu excelenta rezistenta mecanica si chimica, utilizat mai ales pentru tevi si conducte.
H H C H Cl
n
Policlorura de vinil se obtine prin polimerizarea in suspensie, in emulsie si in masa a clorurii de vinil. Proprietati Poli(clorura de vinil) este o pulbere alba, rezistenta la acizi concentrati, la baze, alcooli, grasimi, uleiuri si numerosi solventi organici, dar se umfla in cu hidrocarburile aromatice si se dizolva in esteri si cetone. Este putin permeabila la gaze si uleiuri volatile, vapori de apa, dar in acelasi timp mai permeabila decat polietilena. Din cauza rigiditatii este putin utilizata pentru conditionare; prin adaos de plastifianti se obtine o materie mai supla. Din punct de vedere toxicologic, monomerul este cancerigen, dar policlorura de vinil nu prezinta nici un pericol. Tabelul 3 prezinta valorile PVC neplastifiate precum si ale PVC plastifiate. Poli(clorura de vinil) neplastifiata prezinta urmatoarele proprietati importante: rezistenta chimica buna, rezistenta buna la atacul microorganismelor, rezistenta la incovoiere bune. Poli(clorura de vinil) plastifiata prezinta urmatoarele caracteristici: buna rezistenta chimica, pret de cost bun, competitiv, excelente proprietati electrice.
10
Proprietatile PVC neplastifiate si a PVC plastifiate Proprietatea Valoarea PVC Rigida Densitatea 1,32-1,58 Rezistenta la tractiune 41-52 Modulul de elasticitate Modulul de incovoiere 69-110 Alungirea la rupere 40-80 Duritatea 55-85 Flamabilitatea UL V-0 Coeficient de dilatare termica liniara 9-18 Absorbtia apei 0,04-4,0 Claritate clara, translucida, transparenta, opaca
Unitati masura PVC Flexibila 1,18-1,70 5,5-26,2 4,8-12,4 150-450 Shore A variabila 12,6-45·10-6 variabila clara, translucida, opaca
de
g/cm2 MPa MPa % mm/mm/oC % % transmisie
Polimerizarea clorurii de vinil, cu formare de policlorura de vinil (P. V. C). Este unul dintre produsii cei mai utilizati si se obtine prin polimerizarea in emulsie.Policlorura de vinil se prezinta ca o pulbere alba, cu densitatea 1, 4g/cm3. Prin prelucrarea materialului ca atare se obtin produse rigide, cu o buna rezistenta mecanica. Prin adaos de plastifianti se obtine un produs moale, flexibil, folosit ca inlocuitor de piele sau de talpa. Policlorura de vinil plastifiata cu textil are o rezistenta marita la sfâsiere si este utilizata la confectionarea articolelor de imbracaminte sau la marochinarie. In tehnica, PVC-ul se foloseste la confectionarea de ventile, corpuri de pompe, tevi si conducte, benzi de transport; in constructii la confectionarea de pardoseli, acoperisuri, pervaze pentru geamuri si tuburi pentru instalatii electrice. 6 .Prelucrarea materialelor plastice prin injecţie – particularităţi tehnologice Există două tipuri de materiale plastice: - termoplastice - termoreactive (termorigide) Materialele termoplaste sunt acele materiale care în urma termoformări nu suferă modificări chimice. Acestea după ce au fost transformate în piese se pot topi. Materialele termoplaste sunt un amestec în care de bază este un polimer care după caz se adaugă următorii agenţi chimici: plastifianţi, stabilizatori, lubrifianţi, agenţi de umplere, adaosuri speciale, coloranţi. Plastifianţi – sunt materiale care sunt introduse în reţetă în funcţie de condiţiile în care lucrează piesa. -
temperatura maximă respectiv minimă de funcţionare
11
- solicitări mecanice - caracteristici mecanice - mediul de lucru - scopul realizării obiectivului (piesei), scop tehnic sau jucărie Cu ajutorul plastifianţilor putem micşora temperatura şi presiunea de formare, dar va micşora caracteristicile mecanice ale produsului (rezistenţa la tracţiune, încovoiere, duritatea). Plastifianţi utilizaţi: dibutil, tributil, difenil, dibutil-talot. Stabilizatori sunt agenţi chimici introduşi în reţetă în vederea evitării sau întârzieri degradării materialelor plastice datorită acţiuni celor trei factori: termici, oxidanţi, termochimici. Efectele degradări sunt: schimbarea culori, opacitatea, fisurarea. Lubrifianţi se introduc în vederea termoformări. Aceştia migrează la suprafaţă formând un film foarte subţire care facilitează demularea piesei (scoaterea piesei din cavitatea matriţei). Aceste materiale de umplere pot fi: făină de lemn, azbest sub formă de pulberi. Coloranţi se introduc în reţetă pentru a obţine culoarea dorită. Aceştia sunt pigmenţi. Sărurile de crom dau o culoare galben portocaliu, acizii de fier dau roşu; sărurile de c dau galben. Materialele termoreactive sunt acelea care în urma termoformări suferă modificări chimice astfel încât produsul devine un corp solid insolubil şi infuzibil (nu se poate topi şi nu se poate încălzi). Astfel formarea prin injecţie a materialelor termoplaste reprezintă procedeul de prelucrare pin care un material macromolecular este în stare vâscoelastică sub acţiunea temperaturii, după care este injectat sub presiune ridicată în cavitatea (cuibul) unei matriţe unde are loc răcirea şi solidificarea lui. După injectarea forţei de presare materialul răcit păstrează forma cavităţii interioare a matriţei, iar după un anumit timp poate fi îndepărtat din matriţă. Ca avantaje ale procedeului avem: cadenţă mare de fabricaţie; productivitate mare, precizie ridicată a pieselor. Iar ca dezavantaj al procedeului este costul ridicat al maşinii de injectat şi cel al matriţei. 7. Matrite de injectat -particularitati -solutii constructive Matrita de injectat mase plastice este subansamblul mecanic care are rolul de a imprima materialului plastic o anumita forma cu dimensiuni bine determinate. In figura de mai jos sunt prezentate 12
schematic elementele constructive ale unei matrite de injectie mase plastice. Matrita de injectie mase plastice. 1 - Partea fixa a matritei; 2 - Partea mobila a matritei; 3 - Canale de racire; 4 - Punctul de cu duza cilindrului de injectie; 5 - Canalul principal de alimentare a matritei; 6 - Duza matritei; 7 - Canale secundare de alimentare a cuiburilor; 8 - Prag de sigilare la intrarea in cuib; 9 - Locasul de umplere (cuibul); 10 - Ghidaje; 11 - Placa aruncatoare; 12 Aruncatoare pentru scoaterea articolului format in matrita; 13 - Articolul injectat. Clasificarea matritelor se face dupa mai multe criterii: Dupa numarul de cuiburi: - matrite cu un singur cuib; - matrite cu doua cuiburi; - matrite cu mai multe cuiburi (3, 4, 5, etc.); Dupa sistemul de injectare: - cu injectare directa prin culee; - cu injectare punctiforma; - cu injectare cu canale de distributie; - cu injectare peliculara sau film; - cu injectare tip umbrela; - cu injectare inelara; - cu injectare cu canal tunel; - cu injectare cu canale izolate; - cu injectare cu canale incalzite; Dupa modalitatea de actionare a sistemului de aruncare: - cu aruncare mecanica; - cu aruncare pneumatica; - cu aruncare hidraulica;
13
Dupa numarul planelor de separatie: - cu un singur plan de separatie; - cu doua plane de separatie; - cu mai multe plane de separatie; Dupa modalitatea constructiva de realizare a matritei in functie de forma piesei: - simple; - cu bacuri; - cu desurubare; - cu mai multe planuri de separatie; Dupa tipul de aruncatoare; Dupa sistemul de temperare; Dupa forma piesei de injectat; 8. Maşini de injectat mase plastice
- elemente constructive - caracteristici constructive Maşina de injectat mase plastice se caracterizează prin două unităţi constructive de bază: -unitatea de injectare cuprinde sistemul de alimentare cu material, sistemul de plastifiere şi sistemul de injectare; -unitatea de închidere realizează mişcările de deschidere şi închidere a matriţei de injectat; În general acestea sunt amplasate în linie şi în plan orizontal. Acţionarea poate fi: -pneumatică; -hidraulică; -hidromecanică; -mecanică;
Părţile principale ale unei maşini de injectat orizontale cu un singur melc
14
Elemente constructive principale: 1-batiu; 2-unitate de închidere; 3-unitate de injectare; 4- dulap de comenzi electrice; 5aparataj hidraulic de comanda. Variante constructive După sistemul de acţionare, maşinile pot fi: -manuale; -pneumatice; -electromecanice; -electrohidraulice; După direcţia de lucru, maşinile de injectat se pot clasifica în:
Variante constructive a maşinilor de injectat a-orizontale.Sunt maşini la care axele unităţii de injecţie şi de închidere sunt orizontale; b-verticale. Sunt maşini la care axele unităţii de injecţie şi de închidere sunt orizontale; c-maşini la care unitatea de închidere este orizontală şi unitatea de injectare este verticală; d- maşini la care unitatea de închidere este verticală şi unitatea de injectare este orizontală; e- maşini la care unitatea de închidere este orizontală şi unitatea de injectare este orizontală aşezată în unghi de 90 0 ; După tipul unităţii de plastifiere-injectare, maşinile pot fi:
15
Clasificarea maşinilor de injectat după tipul unităţii de injectare-plastifiere a-cu piston; b-cu melc piston; c-cu piston şi extruder auxiliar. După numărul matriţelor maşinile se clasifică în: -maşini normale cu o singură matriţă; - maşini cu mai multe matriţe aşezate pe un carusel care le aduce pe rând în faţa unităţii de injectare; Comanda maşinii poate fi: -manuală; -semiautomată; -automată; Aceasta se foloseşte exclusiv pentru reglarea maşinii. Pentru funcţionarea în ciclu semiautomat se pot regla toţi parametrii: -dozare; -cursa pistonului; -presiunea de injectare; -forţa de închidere; -presiunea ulterioară; -aruncarea pieselor; -închiderea şi deschiderea matriţei;
16
II Memoriu justificativ de calcul Proiectarea matriţei de injectat 1. Calculul volumului si a masei materialului injectat
Volumul materialului injectat: V=V tot -V 1 - V 2 + V 3 ; V 1 = R 2 h = 19 2 25 V 1 = 28338.5 mm³ V 2 = h R2 r 2 R r 1 3
V 2 = 10 7.5 2 5 2 7.5 5 =1242.9 mm³ 1 3
V 3 = h R2 r 2 R r 1 3
V 3 = 10 7.5 2 5 2 7.5 5 =1242.9 mm³ 1 3 = R 2 h = 60 2 50 =565200 mm 3 ;
V tot V=565200-28338.5=536861.5 mm 3 ; Masa materialului injectat:
1,01...1,06 g
cm 3
V= 536861.5 mm 3
m V 536861.5
x1.3=697.91g
m 148,976 g
2.Calculul numărului de cuiburi
n
G t 3,6 mech
buc
G - capacitatea de plastifiere a maşini [kg/h]; t - durata ciclului de injecţie [s]; mech = k · m; k - coeficient de majorare ; Piesa nu este mare, deci se poate face o matriţă cu patru cuiburi. n = 4 cuiburi; 2. Proiectarea sistemului de injecţie Sistemul de injectare este alcătuit din ansamblul de duze, canale şi diguri prin care materialul plastic ajunge în cuib. Proiecatrea acestuia constă în alegerea modului de injectare, amplasarea cuiburilor, alegerea locului de injectare, stabilirea formei, secţiunii şi amplasării canalelor de injectare. Am optat pentru un sistem de injectare cu canal tunel, prezentat schematic în fig. 1. În acest caz de la duza de injectare materialul plastic ajunge la cuibul matriţei prin intermediul unui canal de distribuţie pus în legătură cu un canal conic înclinat. Digul ales este cel cirular, fig. 2 . În cazul acestei variante digul prezintă o zonă lărgită spre piesă, astfel încât, la desprinderea reţelei, ruperea se produce în secţiunea minimă, iar suprafaţa piesei injectate nu se deteriorează.
Fig. 1 Canal tunel
Fig. 2 Dig circular
Deoarece curgerea materialului plastic prin duze şi canale este un proces complicat, greu de formulat din punct de vedere matematic, dimensionarea precisă, prin calcul a reţelei de injecţie este greu de efectuat. Există metode bazate pe teoria curgerii lichidelor vâscoase, care permit dimensionarea corectă. Una dintre acestea prevede:
Fig.3 Amplasarea cuiburilor în matriţă la sistemul de injectare prin canale de distribuţie 4. Proiectarea şi dimensionarea reţelei de injecţie Alegerea diametrului duzei în funcţie de masa injectată şi de tipul materialului plastic utilizat: unde:
M n m 20% m
M = masa injectată; n = numărul de cuiburi; n = 4 cuiburi; 20% · m = valoarea orientativă a mesei culei; m = masa calculată anterior; m = 148,976 g; M = 595,904g; Alegem : d = 2,5 mm în funcţie de materialul piesei şi cantitatea injectată
Stabilirea lungimii culei Lungimea culei de injectare depinde de obicei de grosimea plăcilor în care se montează duza de injectare. Între lungimea L a culei şi diametrul ei (d) se recomandă L/d = 5….9. L = 8 2,5 = 20 L = 20 mm Alegerea traseului şi geometriei canalelor de alimentare Pentru că avem o matriţă cu mai multe cuiburi se foloseşte sistemul de injectare prin canale de distribuţie, atunci când materialul plastic este distribuit din duza de injectare prin canalele laterale la cuiburile matriţei. Lungimea canalelor de distribuţie se alege constructiv astfel încât traseul să fie cât mai scurt şi să prezinte cât mai puţine schimburi de direcţie. Diametrul d al canalelor se va lua d = 9 mm Variante constructive pentru canalele de alimentare:
Fig. 4 Secţiuni de canale de distribuţie Geometria canalelor de distribuţie are o mare importanţă. Cea mai favorabilă formă, din punct de vedere a curgerii este dată de varianta a (secţiune circulară). Deoarece aceasta ridică probleme în execuţie, se va prezenta varianta c, în care: H = 2/3 d h = 6 mm Variantele b şi c sunt mai uşor de executat, însă duc la pierderi ale presiunii mai mari dea lungul canalului. Suprafeţele canalelor de injectare trebuie să fie perfect lustruite. Alegerea dimensiunii digului d = 0,5 mm l = 1,5 mm Se stabileşte exact volumul de material plastic ce trebuie injectat la o cursă dublă a melcului maşinii Vol matcuib + Vol matreţea Vol mat total
5. Calculul forţelor din procesul de injecţie Stabilirea forţelor din procesul de injecţie Pentru ca matriţa să nu se deschidă sub acţiunea forţei de injecţie F inj generată de presiunea interioară trebuie ca mecanismul sistemului de închidere să opună o forţă numită forţă de închidere Fînchidere. Această forţă are o valoare maximă care trebuie menţinută constantă în timpul injectării, astfel încât să echilibreze forţa de injecţie creată în matriţă. Condiţia de injecţie este: Finchidere Finj
sau unde
Finchidere k1 Finj
k1 = 1, 2 ... 1, 3
Forţa interioară de injecţie nu poate fi stabilită cu exactitate datorită numărului mare de factori variabili care intră în componenţa ei, dar poate fi determinată empiric, cu o precizie satisfăcătoare pentru efectuarea calculelor de rezistenţă. Forţa care tinde să deschidă matriţa de formare prin injecţie. Finj =pi ·sf
(daN)
unde: Finj - forţa de injecţie din matriţă sf este suprafaţa frontală a cuibului pi - presiunea interioară de injectare, obţinută după eliminarea pierderilor de presiune în duză şi canalele de injectare, în funcţie de presiunea exterioară ”p0” (daN/cm2) pi = (0,4…0,6) ·p0 p0 se ia în funcţie de tipul materialului plastic p0 = 2200 bar pi = 0,5 · p0 = 0,5·2200 = 1100 daN/cm2 pi = 1100 daN/cm2 Finj = pi · sf sf = R 2 = 15,19 cm2 sf = 15,19 cm2 Finj = 1100·15,19 = 16709 daN Finj = 16709 daN Fînchidere = 1,3 ·16709 = 21721,7 daN Fînchidere = 21721,7 daN
6. Alegerea maşinii de injectat Utilajul folosit este un Kuasy 260/100 Caracteristicile tehnologice ale utilajului: - diametrul melcului 45 mm - presiunea de injecţie 1520 daN/cm2 - distanţa între plăcile de bază (grosimea matriţei max/min) 640/100 - cursa plăcii mobile 320 mm - diametrul alezajului de centrare 125 mm - forţa de închidere a matriţei 100 Tf - distanţa între coloane 360/360 - randamentul de plastifiere 85 kg/h - număr maxim de curse 25 7. Stabilirea soluţiei constructive şi funcţionale a matriţei de injectat Se alege o matriţă pentru injectarea pieselor cu filet interior. Matriţa va avea patru cuiburi. Răcirea se va face utilizând un circuit de răcire. 8. Calculul dimensiunilor nominale şi a toleranţelor de execuţie ale elementelor cuiburilor Calculele de dimensionare se fac în funcţie de dimensiunile piesei de injectat şi de contracţia materialului plastic. În procesul de răcire a pieselor injectate apare fenomenul de contracţie. Fenomenul de contracţie se manifestă practic prin aceea că dimensiunile piesei măsurate după 12-24 h sunt mai mici decât dimensiunile părţilor active. În acest scop se va stabili suprafaţa maximă de contracţie şi se va mări aceasta după următoarea metodologie: -suprafaţa maximă de contracţie este cea exterioară s Contracţia se exprimă în procente şi reprezintă o caracteristică tehnologică a materialelor plastice. -contracţia maximă pentru polistiren este: cmax = 0,2…0,8% Celelalte dimensiuni se vor stabili în funcţie de aceasta, pentru obţinerea formei finale a piesei la dimensiunile stabilite în desenul de execuţie. Se consideră că dimensiunea maximă a piesei, adică (h+) se va obţine atunci când cota cuibului va rezulta la execuţie la maxim, adică (H+) şi contracţia materialului piesei va fi minimă (cmin). Dimensiunea minimă a piesei (h-) se va obţine atunci când la execuţie cota cuibului va rezulta la minim, adică (H-) şi contracţia materialului plastic va fi maximă (cmax). h (H ) (H ) c min h (H ) (H ) c max
unde:
H h
-dimensiunea nominală a cotei cuibului (corespunzătoare cotei h) -abaterea superioară şi inferioară a dimensiunii cuibului -dimensiunea exterioară sau interioară a piesei injectate
-abaterea superioară şi inferioară a dimensiuni piesei cmin, cmax –contracţia minimă şi maximă a materialului piesei În cazul dimensiunilor netolerate se consideră ==0 După rezolvarea sistemului se obţine: H
h 1 c med
H
c med
c max c min 2
c max c min 2
unde: A doua şi a treia relaţie se folosesc pentru fiecare cotă care defineşte forma geometrică a piesei, obţinându-se astfel toate cotele ce definesc cuibul. c min 0,2% 0,8 0,2 c med 2
c max 0,8% c med 0,5%
Pentru dimensiunea 120: H
120 1 cmed
1 100
H = 120, 06 mm;
Dimensiunile piesei vor fi tolerate cu 0,05 mm. Pentru dimensiunea 120: c c min H max 2 0,05 120,06 0,65 77,989 mm ;
Valorile determinate mai sus reprezintă dimensiunile interioare ale cuibului. Dimensiunile exterioare se vor determina din condiţii de rezistenţă considerând cazul unui cuib cilindric supus la presiune interioară, echivalent cu cazul “cilindru cu pereţi groşi” din rezistenţa materialelor.
Fig.5 Cuib cilindric supus la presiune interioară Diametrul interior „d” fiind determinat anterior în funcţie de dimensiunea piesei injectate, urmează să se determine diametrul exterior din condiţii de rezistenţă.
Dd
a 0,7 p i a 1,3 p i
unde:
σa - este tensiunea isibilă a materialului cuibului pi - presiunea din interiorul cuibului Materialul cuibului este un oţel de cementare OLC 15 recomandat, în literatura de specialitate, pentru subansamblele matriţei care vin în direct cu materialul plastic. Cuibului i se va aplica un tratament termic de cementare, călire, revenire joasă (Ce + C + r). Astfel materialul acestuia va ajunge la rezistenţa de rupere la tracţiune σ a = 590 MPa şi duritatea de 56 HRC (190 HB). În general pi = (0,4…0,6)· pe unde: pe = 120 MPa este presiunea exterioară a maşinii de injectat se va considera pi = 0,5pe = 60 MPa dimensiunea interioară: d = H =10,19 mm s-a determinat un diametru exterior D=20 mm H + (h + )(1 + Smin) mm H - (h - )(1 + Smin) mm Ştiind că Smed = (Smax - Smin)/2 şi însumând cele două relaţii, rezultă pentru alezaje: H = h(1 + Smed) mm unde: Smed, Smax, Smin - contracţia medie, maximă şi minimă a materialului piesei H - dimensiunea cavităţii cuibului - abaterea superioară şi inferioară a dimensiunii cuibului h - dimensiunea exterioară sau interioară a piesei de injectat - abaterea superioară şi inferioară a dimensiunii piesei 9. Norme de tehnica securităţii muncii ce trebuie respectate la tehnica injectării pieselor
La execuţia produselor se vor respecta normele de protecţia muncii şi normele locale specifice locului de muncă. Accesul la norme este obligatoriu şi ele vor fi afişate la maşina de injectat. Acestea cuprind următoarele prevederi: În timpul lucrului şi a manipulării maşinii de injectat, muncitorul nu are voie să atingă conductori electrici sau carcasele rezistenţelor. Scoaterea produselor se face automat prin intermediul aruncătoarelor; în cazul în care piesa rămâne blocată, aceasta se va extrage cu ajutorul unui cârlig. Nu se ating cu mâna părţile fierbinţi ale maşinii şi matriţei. În timpul închiderii, respectiv deschiderii matriţei precum şi în timp ce matriţa este deschisă, este interzisă introducerea mâinii precum şi extragerea produselor. În timpul transportului precum şi al manipulării, la montare şi demontare pe maşina de injectat, matriţa va fi zăvorâtă pentru a nu se desface. Se interzice lucrul la maşină dacă există scurgeri de apă la sistemul de răcire. În cazul sesizării unor anomalii în funcţionarea matriţei sau a maşinii, operatorul este obligat să anunţe reglorul sau şeful de atelier. Transportul matriţelor, având în vedere greutatea lor, se va face cu cărucior electric sau mecanic, iar manipularea lor se va face cu macaraua. Pentru protejarea mâinilor se lucrează numai cu mănuşi de bumbac. La recepţia şi punerea în funcţiune se impune prezenţa proiectantului. Depozitarea matriţelor se va face în depozite amenajate, ferite de praf, umezeală şi substanţe corozive. Măsuri organizatorice la depozitare: - înaintea depozitării, matriţele se şterg, se curăţă şi se acoperă cu unsoare consistentă - matriţele nu se preiau în depozit decât însoţite de certificatul de calitate şi procesul verbal de omologare - matriţele uzate sau cu defecţiuni vor fi trimise la remediere Pentru fiecare matriţă se va completa o fişă de evidenţă în care se va consemna şi numărul pieselor injectate în timpul exploatării.
10. Bibliografie 1. Sereş, I.- „Matriţe de injectat” - Ed. Imprimeria de Vest, Oradea, 1999; 2. Iancău Horaţiu, Nemes Ovidiu, Materiale compozite.Concepţie şi fabricaţie, Ed. Mediamira, Cluj-Napoca, 2003; 3. Ionescu Muscel, Ianculescu M., ş.a - „Proiectarea matriţelor pentru produse injectate din materiale plastice”. Editura Tehnică Bucureşti 1987; 4. Sereş,I.-„Injectarea materialelor termoplastice” - Ed. Imprimeria de Vest, Oradea, 1996; 5. Hubca Gh., Horia Iovu şi co, Materiale compozite, Ed Tehnică, Bucureşti,1999; 6. Sereş, I.-„Matrite de injectat in exemple (soluţii constructive, date utile)”Ed. Imprimeria de Vest, Oradea, 1977; 7. Horun, S. - „Memorator de materiale plastice şi auxiliari”. Editura Tehnică Bucureşti – 1973; 8. Toleranţe şi ajustaje (standarde şi comentarii)”. Editura Tehnică Bucureşti – 1967; 9. Miclaus, I. ş.a. - „Album de matriţe pentru materiale plastice” E.T.Bucuresti, 1975 ; 10. „Normative unificate pe economie pentru lucrări de tăiere şi deformare la rece(ştanţare, matriţare)” NT-107.
PROIECT MASE PLASTICE
Tema proiectului: Proiectarea tehnologiei de fabricaţie si a matritei aferente pentru realizarea prin injectie a piesei date. Seria de fabricatie: 100 000 buc/an 1
Etapele realizării proiectului: I Memoriu tehnic: 1. Consideratii generale privind materialele plastice 2. Principalele proprietati ale materialelor plastice 3. Analiza desenului de execuţie al piesei -rolul funcţional -forma piesei -condiţii de precizie 4. Propuneri de modificare a formei geometrice a piesei impuse de condiţiile tehnologice 5. Analiza materialului propus pentru piesa – caracteristicile tehnologice ale materialului. 6. Prelucrarea materialelor plastice prin injectie – particularitati tehnologice 7. Matrite de injectat -particularitati -solutii constructive 8. Masini de injectat mase plastice -elemente constructive -caracteristici constructive II Memoriu justificativ de calcul Proiectarea matriţei de injectat 1. Calculul volumului si a masei materialului injectat 2. Calculul numărului de cuiburi 3. Proiectarea sistemului de injecţie(vezi Sereş) 4. Proiectarea şi dimensionarea reţelei de injecţie 5. Calculul volumului total de material injectat 6. Alegerea maşinii de injectat -tip -capacitate -parametrii geometrici şi energetici 7. Stabilirea solutiei constructive şi funcţionale a matriţei de injectat -tip matriţă -nr şi poziţia planurilor de separaţie a) Sistemul de centrare şi conducere a matriţei b) Sistemul de eliminare a pieselor din matrita c) Proiectarea sistemului de răcire din matriţa pentru asigurarea temperaturii de regim d) Sistemul de aerisire a matriţei e) Materialele utilizate în construcţia matriţei 8. Calculul dimensiunilor nominale şi a toleranţelor de execuţie ale elementelor cuiburilor. 9. Calculul forţelor din procesul de injecţie Finj; Fînchidere; 10. Calculul de dimensionare şi verificare la rezistenta a elementelor constructive mai solicitate ale matriţei de injectat. 11. Execuţia grafică a desenului de ansamblu al matriţei de injecţie.
2
12. Întocmirea desenului de execuţie pentru un cuib. 13. Norme de tehnica securităţii muncii ce trebuie respectate la tehnica injectării pieselor 14. Bibliografie
3
I MEMORIU TEHNIC 1. Consideratii generale privind materialele plastice Materialele plastice si compozite constituie nu numai un inlocuitor perfect al materialelor metalice sau neferoase, ci si materiale capabile sa rezolve o serie intreaga de probleme tehnice printre care unele foarte greu sau imposibil de realizat prin utilizarea materialelor traditionale. Se numesc mase plastice materialele produse pe baza de polimeri, capabile de a capata la incalzire forma ce li se da si de a o pastra dupa racier. Dupa cantitatea in care se produc ele ocupa primul loc printer materialele polimere. Ele se caracterizeaza printr-o rezistenta mecanica mare, densitate mica, stabilitate chimica inalta, proprietati termoizolante si electroizolante etc. Masele plastice se fabrica din materii prime usor accesibile, din ele pot fi confectionate usor cele mai felurite articole. Toate aceste avantaje au determinat utilizarea lor in diversele ramuri ale economiei nationale si ale tehnicii, in viata de toate zilele. Aproape toate masele plastice contin, in afara de polimeri (denumiti adesea rasini), componenti care le confera anumite calitati; substanta polimere serveste in ele in calitate de liant. O masa plastica este constituita din materialul de implutura ( faina de lemn, teseturi,azbest, fibre de sticla s.a.), care ii reduc costul si ii imbunatatesc proprietatile mecanice, plastifianti( de exemplu esteri cu punctual de fierbere inalt), care le sporesc elasticitaea, le reduc fragilitatea, stabilizatori (antioxidanti, fotostabilizatori), care contribuie la pastrarea proprietatilor maselor plastice in timpul proceselor de prelucrare si in timpul utilizarii, coloranti, care le dau culoarea necesara, si alte substante. Pentru a ne comporta correct cu masele pastice, trebuie sa stim din ce fel de polimeri au fost produse ele – termoplastici sau termoreactivi. Cel mai vechi material plastic este celuloidul, fabricat in Statele Unite in 1870, pentru a inlocui fildesul bilelor de biliard. Cu acest produs, industria incepe sa produca pentru prima oara un tip de material care este folosit la fel de frecvent ca si o substanta naturala. Patruzeci de ani mai tarziu, in 1909, un chimist belgian, emigrat in Statele Unite, Leo Hendrik Baekeland (1863-1944) descopera bachelita, primul plastic considerat a fi un material frumos. Din punct de vedere chimic, bachelita reprezinta o revolutie. Materialele de baza folosite pana atunci pentru fabricarea plasticelor erau obtinute din materiale naturale. Bachelita insa, este fabricata in intregime din produse industriale. Ea constituie deci primul material plastic sintetic. Bachelita s-a folosit la fabricarea unui numar mare de obiecte: telefoane, bijuterii, porttigarete, aparate de radio, etc. Materialele plastice nu exista in natura. Ele sunt compusi creati artificial in laborator. Numele care li s-a dat aminteste de una dintre proprietatile lor fundamentale, si anume plasticitatea, capacitatea de a se deforma sub actiunea unei forte exterioare si de asi conserva apoi forma care le-a fost data. Exista numeroase procedee de fabricare a materialelor plastice. O galeata, o sticla, o casca de motociclist, o plansa de windsurfing sun toate fabricate din diferite tipuri de plastic. Pentru fiecare obiect, trebuie ales materialul plastic care are calitatile cele mai potrivite: suplete, rigidate, rezistenta la soc, elasticitate, transparenta, greutate mica.
4
1. Proprietatile fizice ale materialelor plastice Comportarea materialelor plastice sub acţiunea forţelor exterioare. Polimeri liniari în funcţie de mărimea şi durata de acţionare a forţelor exterioare, precum şi de temperatura medie, aceştia se găsesc sub trei stări: - stare sticloasă - stare înalt elastică - stare de curgere vâscoasă sau fluidă olimeri tridimensionali (termorigidele) există numai în stare sticloasă. Un corp solid ideal este caracterizat de legea lui Hook. =Ex - deformarea specifică E – modul de elasticitate
Diagrama forţă-deformaţie pentru un material termoplast (catenă liniară)
5
A-B stare sticloasă – caracterizată prin starea mecanică a epruvetei la tracţiune în urma căreia polimerul suferă deformaţii mici reversibile proporţionale în forţa aplicată. B-C stare înalt elastică caracterizată prin o solicitare mai mare însă la o creştere mică a forţei, deformaţiile sunt mari. Catenele se derăsucesc, iar la anularea forţei îşi revin aproximativ la forma iniţială. C-D stare de curgere vâscoasă sau fluidă – forţa creşte, materialul curge vâscos, distanţele interatomice se măresc considerabil, după aplicare forţei nu îşi mai revin la forma iniţială, iar dacă forţa este prea mare copolimerul se poate rupe. Influenţa temperaturii
Tv – temperatura de vitrifiere, temperatura la care materialul trece din starea sticloasă în starea înalt elastică Tc – temperatura de curgere sau intervalul de temperatură în care materialul trece din starea înalt elastică în starea de curgere vâscoasă Zona de prelucrare – au loc principalele operaţi de transformare în produse: termosuflarea, presarea. Domenii de aplicare a materialelor plastice. Industria de ambalaje este si va ramane si in viitor in lume principalul consumator de materiale plastice. Se estimeaza ca rata de dezvoltare a ambalajelor din plastic va fi in continuare in medie de 10% anual in lume, iar pe tari o dezvoltare proportionala cu produsul national brut. Materialele plastice au patruns adanc in domeniile de utilizare ale sticlei, tablelor si foliilor metalice, extinderea si perfectionarea sistemelor de ambalaje. In domeniul materialelor de constructii, masele plastice isi vor continua de asemenea ascensiunea, pe plan mondial atingandu-se ritmuri de crestere a productiei si consumului de 10-15%. Principalele categorii de produse sunt profilele din materiale plastice ca inlocuitor ai tablelor ondulate si profilelor metalice, panourile stratificate, elementele prefabricate cu izolatie termica si fonica din spume poliuretanice, retele sanitare si electice cuprinzand tevi din policlorura de vinil si poliolefine, instalatii sanitare din poliesteri armati, polimeri acrilici sau aliaje din diferite materiale plastice cum ar fi acrilonitrilul, butadiena si stirenul(ABS). Electrotehnica si electronica, beneficiari traditionali ai materialelor polimere, au cunoscut o patrundere relativ importanta a maselor plastice, in special polmerii
6
traditionali ca policlorura de vinil, polietilena, polistirenul dar si unele mase plastice speciale cum sunt policarbonatii, poliacetalii, polifenilen oxidul etc. Industria constructiilor de masini si autovehicule a inregistrat cel mai inalt ritm de asimilare a mateeialelor plastice: in medie, pe plan mondial, 44% anual. Principalele tipuri de polimeri folositi sunt policlorura de vinil, poliolefinele si polimerii stirenici. Directiile de utilizare a materialelor plastice in constructia de masini se diversifica si se multiplica continuu. In agricultura ponderea ce mai mare o detin filmele de polietilena de joasa presiune, folosite pentru mentinerea umiditatii solului, protejarea culturilor in sere si solarii, impermeabilitatea rezervoarelor si canalelor. Alte domenii de aplicatii ale materialelor sintetice polimere sunt tehnicile de varf. Iata cateva exemple: Industria aerospatiala. Conditiile principale impuse materialelor plastice utilizate in acest domeniu sunt: sa reziste la temperaturi ridicate si scazute, sa nu arda, iar daca ard sa nu produca fum. Astfel hublourile avioanelor se confectioneaza din policarbonat rezistent la foc si care are si o exceptionala rezistenta la soc. Pentru cabinele de pasageri se fosesc laminate din rasina epoxidica sau fenolica ranforsate cu fibre de sticla si acoperite cu un strat metalic subtire pentru o cat mai buna rezistenta la foc. La constructia navelor spatiale se utilizeaza placi cu structura sandwich de grafit-rasina epoxidica-bor-aluminiu care rezista la temperaturi ridicate. Industria nucleara. Politetrafluoretilena si politriclorfluoretilena, care rezista la compusii fluorurati agresivi cum este si hexaflurura de uraniu, se utilizeaza la instalatiile industriale destinate separarii izotopice a uraniului, ca elemente de legatura pentru pompe si compresoare, conducte, clape de vane etc. Pentru imbunatatirea rezistentei fata de radiatiile beta sau de amestecurile de radiatii si neutroni provenite de la pilele nucleare se utilizeaza polimeri fluorurati (fluoroplaste) grefati radiochimic cu monomeri de stiren, metil-metacrilat etc. Industria chimica. In acest domeniu, materialele plastice isi gasesc cele mai diverse aplicatii, incepand de la conducte pana la piese componente ale pompelor si compresoarelor care lucreaza in medii corozive, gratie greutatii scazute si rezistentei chimice si mecanice ridicate al acestor materiale. Dar materialele plastice cunosc utilizari importante chiar in constructia unor aparate si utilaje la care cu greu si-ar fi putut inchipui cineva ca se poate renunta la metal. S-au executat astfel reactoare chimice din polipropilena izotactica si poliester armat cu fibre de sticla avand o capacitate de nu mai putin de 48 t, diametrul reactorului fiind de 3m, iar inaltimea de 7,5m. In prezent se utilizeaza schimbatoare de caldura pentru racirea lichidelor corozive cu tuburi din politetrafluoretilena. Materialele folosite prezinta o rezistenta mult mai mare la coroziune decat tuburile din fonta, avand un cost similar dar o greutate mult mai mica. Sau construit de asemenea tuburi de atomizare a materialelor, de 15m inaltime si 25m diametru, placate in interior cu politetrafluoretilena, pentru solutiile concentrate de saruri alcaline. Politetrafluoretilena, avand proprietati antiaderente impiedica formarea crustelor pe peretii turnului. Industria electronica. Sunt cunoscute in general proprietatile electroizolante ale polimerilor sintetici. S-au gasit insa utilizari ale materialelor plastice si ca inlocuitori de materiale conductoare si semiconductoare traditionale. Utilizarea lor in acest domeniu se bazeaza pe urmatoarele considerente:
7
usurinta de formare a piesei cu geometria dorita, aplicand tehnicile conventionale de prelucrare a materialelor plastice; posibiliatea de realizare a gradului de conductibilitate dorit; greutate mult mai scazuta a piesei. Materialele plastice cu conductbilitate electrica se realizeaza pe doua cai principale. Prima este de obtinere de amestecuri polimerice electroconductibile prin introducerea de grafit sau pulberi metalice in masa materialului. Cea de a doua consta in realizarea polimerilor cu structuri moleculare particulare, prin sinteza directa sau prin modificarea catenei polimerice, ca de exemplu: poliftalocianina, polifenocen, polimeri de condensare. Materialele plastice semiconductoare sunt de doua tipuri: cu semiconductibilitate de tip ionic, ca de exemplu poliacrilatul de sodiu: cu semiconductibilitate de tip electronic, datorita prezentei de electroni delocalizati (de obicei, electroni de tip π). Un exemplu il constituie polimerul obtinut prin incalzirea poliacrilonitrilului (Ladder-polymer). Aceste materiale plastice isi gasesc utilizarea la fabricarea tranzistoarelor. Schimbarile cele mai spectaculoase nu au loc insa in domeniul asa numitilor polimeri clasici. Anii ‘80 au marcat dezvoltarea unui sector deosebit de important al sintezei materialelor plastice- cel al polimerilor speciali. Produsi in cantitati mici, in conditii speciale, ei sunt capabili sa ofere utilizatorilor performante ridicate. Simpla aditivare, de exemplu, a cunoscutelor rasini epoxi cu fibre de carbon, duce la aparitia unui material al carui modul de elasticitate specifica este de 10 ori mai mare decat al celor mai bune oteluri produse in acea vreme. Alte modificari, de data aceasta in insasi structura polimerilor, pot aduce calitati spectaculoase in comportamentul acestora. De exemplu daca lanturile hidrocarbonate ale polimerilor nu sunt lasate sa se plieze la intamplare ci sunt intinse prin etirare, ia nastere o structura semicristalina a masei de material plastic care este caracterizata de o mare reziatenta mecanica. Un alt exemplu il constituie articulatiile din plipropilena etirata, care datorita structurii cristaline rezista la milioane de indoiri. O alta posibilitate de a modifica srtructura masei de polimeri o constituie legarea chimica a lanturilor hidrocarbonate intre ele. Rezulta asa-numitii polimeri reticulati, care se aseamana cu o retea tridimensionala. Caracteristice pentru aceasta structura sunt infuzibilitatea, o rigiditate neobisnuita, insolubilitate in orice dizolvant. Materialele plastice speciale se impun tot mai mult si prin calitatile lor optice. Cele mai spectaculoase realizari le consemneaza fibrele optice din polimeri acrilici sau poliamidici, care au o ductibilitate, o rezistenta si o elasicitate mult superioare fibrelor din sticla minerala. In sfarsit , in acelasi domeniu sunt de mentionat polimerii cu structura tridimensionala de foarte mare regularitate, cilindrica sau in lamele echidistante. Ei sunt foarte asemanatori cristalelor lichide. Daca distantele dintre cilindri sau lamele sunt de ordinul lungimilor de unda ale radiatiilor luminoase, are loc un proces de difractie a acestora. Astfel, un material plastic cu o asemenea structura se comporta ca un colorant irizant. De asemenea, polimerilor sintetici li se poate conferi capacitatea de a conduce curentul electric sau pot deveni electreti—substante cu incarcatura electrica bipolara permanentIn sfarsit, cea mai interesanta aventura a materialelor plastice, pare sa devina in viitor, biocompatibilitatea. Prin grefarea pe lantul polimerului a unor grupari chimice adecvate se spera ca acesta nu va mai fi considerat strain de organismul uman.
8
3. Analiza desenului de execuţie al piesei Forma cilindrica, gaurile si bosajul asigură posibilitatea realizării piesei în condiţii bune.
Fig. 1: Piesa de realizat prin injecţie: a) vedere 3D
b)-desen de execuţie; Piesa mai are un filet interior.
9
4. Propuneri de modificare a formei geometrice a piesei impuse de condiţiile tehnologice Piesa nu ridică probleme de modificare a formei geometrice 5. Analiza materialului propus pentru piesa – caracteristicile tehnologice ale materialului Materialul propus pentru realizarea piese este policlorura de vinil (PVC). Policlorura de vinil (PVC) este un material cu excelenta rezistenta mecanica si chimica, utilizat mai ales pentru tevi si conducte.
H H C H Cl
n
Policlorura de vinil se obtine prin polimerizarea in suspensie, in emulsie si in masa a clorurii de vinil. Proprietati Poli(clorura de vinil) este o pulbere alba, rezistenta la acizi concentrati, la baze, alcooli, grasimi, uleiuri si numerosi solventi organici, dar se umfla in cu hidrocarburile aromatice si se dizolva in esteri si cetone. Este putin permeabila la gaze si uleiuri volatile, vapori de apa, dar in acelasi timp mai permeabila decat polietilena. Din cauza rigiditatii este putin utilizata pentru conditionare; prin adaos de plastifianti se obtine o materie mai supla. Din punct de vedere toxicologic, monomerul este cancerigen, dar policlorura de vinil nu prezinta nici un pericol. Tabelul 3 prezinta valorile PVC neplastifiate precum si ale PVC plastifiate. Poli(clorura de vinil) neplastifiata prezinta urmatoarele proprietati importante: rezistenta chimica buna, rezistenta buna la atacul microorganismelor, rezistenta la incovoiere bune. Poli(clorura de vinil) plastifiata prezinta urmatoarele caracteristici: buna rezistenta chimica, pret de cost bun, competitiv, excelente proprietati electrice.
10
Proprietatile PVC neplastifiate si a PVC plastifiate Proprietatea Valoarea PVC Rigida Densitatea 1,32-1,58 Rezistenta la tractiune 41-52 Modulul de elasticitate Modulul de incovoiere 69-110 Alungirea la rupere 40-80 Duritatea 55-85 Flamabilitatea UL V-0 Coeficient de dilatare termica liniara 9-18 Absorbtia apei 0,04-4,0 Claritate clara, translucida, transparenta, opaca
Unitati masura PVC Flexibila 1,18-1,70 5,5-26,2 4,8-12,4 150-450 Shore A variabila 12,6-45·10-6 variabila clara, translucida, opaca
de
g/cm2 MPa MPa % mm/mm/oC % % transmisie
Polimerizarea clorurii de vinil, cu formare de policlorura de vinil (P. V. C). Este unul dintre produsii cei mai utilizati si se obtine prin polimerizarea in emulsie.Policlorura de vinil se prezinta ca o pulbere alba, cu densitatea 1, 4g/cm3. Prin prelucrarea materialului ca atare se obtin produse rigide, cu o buna rezistenta mecanica. Prin adaos de plastifianti se obtine un produs moale, flexibil, folosit ca inlocuitor de piele sau de talpa. Policlorura de vinil plastifiata cu textil are o rezistenta marita la sfâsiere si este utilizata la confectionarea articolelor de imbracaminte sau la marochinarie. In tehnica, PVC-ul se foloseste la confectionarea de ventile, corpuri de pompe, tevi si conducte, benzi de transport; in constructii la confectionarea de pardoseli, acoperisuri, pervaze pentru geamuri si tuburi pentru instalatii electrice. 6 .Prelucrarea materialelor plastice prin injecţie – particularităţi tehnologice Există două tipuri de materiale plastice: - termoplastice - termoreactive (termorigide) Materialele termoplaste sunt acele materiale care în urma termoformări nu suferă modificări chimice. Acestea după ce au fost transformate în piese se pot topi. Materialele termoplaste sunt un amestec în care de bază este un polimer care după caz se adaugă următorii agenţi chimici: plastifianţi, stabilizatori, lubrifianţi, agenţi de umplere, adaosuri speciale, coloranţi. Plastifianţi – sunt materiale care sunt introduse în reţetă în funcţie de condiţiile în care lucrează piesa. -
temperatura maximă respectiv minimă de funcţionare
11
- solicitări mecanice - caracteristici mecanice - mediul de lucru - scopul realizării obiectivului (piesei), scop tehnic sau jucărie Cu ajutorul plastifianţilor putem micşora temperatura şi presiunea de formare, dar va micşora caracteristicile mecanice ale produsului (rezistenţa la tracţiune, încovoiere, duritatea). Plastifianţi utilizaţi: dibutil, tributil, difenil, dibutil-talot. Stabilizatori sunt agenţi chimici introduşi în reţetă în vederea evitării sau întârzieri degradării materialelor plastice datorită acţiuni celor trei factori: termici, oxidanţi, termochimici. Efectele degradări sunt: schimbarea culori, opacitatea, fisurarea. Lubrifianţi se introduc în vederea termoformări. Aceştia migrează la suprafaţă formând un film foarte subţire care facilitează demularea piesei (scoaterea piesei din cavitatea matriţei). Aceste materiale de umplere pot fi: făină de lemn, azbest sub formă de pulberi. Coloranţi se introduc în reţetă pentru a obţine culoarea dorită. Aceştia sunt pigmenţi. Sărurile de crom dau o culoare galben portocaliu, acizii de fier dau roşu; sărurile de c dau galben. Materialele termoreactive sunt acelea care în urma termoformări suferă modificări chimice astfel încât produsul devine un corp solid insolubil şi infuzibil (nu se poate topi şi nu se poate încălzi). Astfel formarea prin injecţie a materialelor termoplaste reprezintă procedeul de prelucrare pin care un material macromolecular este în stare vâscoelastică sub acţiunea temperaturii, după care este injectat sub presiune ridicată în cavitatea (cuibul) unei matriţe unde are loc răcirea şi solidificarea lui. După injectarea forţei de presare materialul răcit păstrează forma cavităţii interioare a matriţei, iar după un anumit timp poate fi îndepărtat din matriţă. Ca avantaje ale procedeului avem: cadenţă mare de fabricaţie; productivitate mare, precizie ridicată a pieselor. Iar ca dezavantaj al procedeului este costul ridicat al maşinii de injectat şi cel al matriţei. 7. Matrite de injectat -particularitati -solutii constructive Matrita de injectat mase plastice este subansamblul mecanic care are rolul de a imprima materialului plastic o anumita forma cu dimensiuni bine determinate. In figura de mai jos sunt prezentate 12
schematic elementele constructive ale unei matrite de injectie mase plastice. Matrita de injectie mase plastice. 1 - Partea fixa a matritei; 2 - Partea mobila a matritei; 3 - Canale de racire; 4 - Punctul de cu duza cilindrului de injectie; 5 - Canalul principal de alimentare a matritei; 6 - Duza matritei; 7 - Canale secundare de alimentare a cuiburilor; 8 - Prag de sigilare la intrarea in cuib; 9 - Locasul de umplere (cuibul); 10 - Ghidaje; 11 - Placa aruncatoare; 12 Aruncatoare pentru scoaterea articolului format in matrita; 13 - Articolul injectat. Clasificarea matritelor se face dupa mai multe criterii: Dupa numarul de cuiburi: - matrite cu un singur cuib; - matrite cu doua cuiburi; - matrite cu mai multe cuiburi (3, 4, 5, etc.); Dupa sistemul de injectare: - cu injectare directa prin culee; - cu injectare punctiforma; - cu injectare cu canale de distributie; - cu injectare peliculara sau film; - cu injectare tip umbrela; - cu injectare inelara; - cu injectare cu canal tunel; - cu injectare cu canale izolate; - cu injectare cu canale incalzite; Dupa modalitatea de actionare a sistemului de aruncare: - cu aruncare mecanica; - cu aruncare pneumatica; - cu aruncare hidraulica;
13
Dupa numarul planelor de separatie: - cu un singur plan de separatie; - cu doua plane de separatie; - cu mai multe plane de separatie; Dupa modalitatea constructiva de realizare a matritei in functie de forma piesei: - simple; - cu bacuri; - cu desurubare; - cu mai multe planuri de separatie; Dupa tipul de aruncatoare; Dupa sistemul de temperare; Dupa forma piesei de injectat; 8. Maşini de injectat mase plastice
- elemente constructive - caracteristici constructive Maşina de injectat mase plastice se caracterizează prin două unităţi constructive de bază: -unitatea de injectare cuprinde sistemul de alimentare cu material, sistemul de plastifiere şi sistemul de injectare; -unitatea de închidere realizează mişcările de deschidere şi închidere a matriţei de injectat; În general acestea sunt amplasate în linie şi în plan orizontal. Acţionarea poate fi: -pneumatică; -hidraulică; -hidromecanică; -mecanică;
Părţile principale ale unei maşini de injectat orizontale cu un singur melc
14
Elemente constructive principale: 1-batiu; 2-unitate de închidere; 3-unitate de injectare; 4- dulap de comenzi electrice; 5aparataj hidraulic de comanda. Variante constructive După sistemul de acţionare, maşinile pot fi: -manuale; -pneumatice; -electromecanice; -electrohidraulice; După direcţia de lucru, maşinile de injectat se pot clasifica în:
Variante constructive a maşinilor de injectat a-orizontale.Sunt maşini la care axele unităţii de injecţie şi de închidere sunt orizontale; b-verticale. Sunt maşini la care axele unităţii de injecţie şi de închidere sunt orizontale; c-maşini la care unitatea de închidere este orizontală şi unitatea de injectare este verticală; d- maşini la care unitatea de închidere este verticală şi unitatea de injectare este orizontală; e- maşini la care unitatea de închidere este orizontală şi unitatea de injectare este orizontală aşezată în unghi de 90 0 ; După tipul unităţii de plastifiere-injectare, maşinile pot fi:
15
Clasificarea maşinilor de injectat după tipul unităţii de injectare-plastifiere a-cu piston; b-cu melc piston; c-cu piston şi extruder auxiliar. După numărul matriţelor maşinile se clasifică în: -maşini normale cu o singură matriţă; - maşini cu mai multe matriţe aşezate pe un carusel care le aduce pe rând în faţa unităţii de injectare; Comanda maşinii poate fi: -manuală; -semiautomată; -automată; Aceasta se foloseşte exclusiv pentru reglarea maşinii. Pentru funcţionarea în ciclu semiautomat se pot regla toţi parametrii: -dozare; -cursa pistonului; -presiunea de injectare; -forţa de închidere; -presiunea ulterioară; -aruncarea pieselor; -închiderea şi deschiderea matriţei;
16
II Memoriu justificativ de calcul Proiectarea matriţei de injectat 1. Calculul volumului si a masei materialului injectat
Volumul materialului injectat: V=V tot -V 1 - V 2 + V 3 ; V 1 = R 2 h = 19 2 25 V 1 = 28338.5 mm³ V 2 = h R2 r 2 R r 1 3
V 2 = 10 7.5 2 5 2 7.5 5 =1242.9 mm³ 1 3
V 3 = h R2 r 2 R r 1 3
V 3 = 10 7.5 2 5 2 7.5 5 =1242.9 mm³ 1 3 = R 2 h = 60 2 50 =565200 mm 3 ;
V tot V=565200-28338.5=536861.5 mm 3 ; Masa materialului injectat:
1,01...1,06 g
cm 3
V= 536861.5 mm 3
m V 536861.5
x1.3=697.91g
m 148,976 g
2.Calculul numărului de cuiburi
n
G t 3,6 mech
buc
G - capacitatea de plastifiere a maşini [kg/h]; t - durata ciclului de injecţie [s]; mech = k · m; k - coeficient de majorare ; Piesa nu este mare, deci se poate face o matriţă cu patru cuiburi. n = 4 cuiburi; 2. Proiectarea sistemului de injecţie Sistemul de injectare este alcătuit din ansamblul de duze, canale şi diguri prin care materialul plastic ajunge în cuib. Proiecatrea acestuia constă în alegerea modului de injectare, amplasarea cuiburilor, alegerea locului de injectare, stabilirea formei, secţiunii şi amplasării canalelor de injectare. Am optat pentru un sistem de injectare cu canal tunel, prezentat schematic în fig. 1. În acest caz de la duza de injectare materialul plastic ajunge la cuibul matriţei prin intermediul unui canal de distribuţie pus în legătură cu un canal conic înclinat. Digul ales este cel cirular, fig. 2 . În cazul acestei variante digul prezintă o zonă lărgită spre piesă, astfel încât, la desprinderea reţelei, ruperea se produce în secţiunea minimă, iar suprafaţa piesei injectate nu se deteriorează.
Fig. 1 Canal tunel
Fig. 2 Dig circular
Deoarece curgerea materialului plastic prin duze şi canale este un proces complicat, greu de formulat din punct de vedere matematic, dimensionarea precisă, prin calcul a reţelei de injecţie este greu de efectuat. Există metode bazate pe teoria curgerii lichidelor vâscoase, care permit dimensionarea corectă. Una dintre acestea prevede:
Fig.3 Amplasarea cuiburilor în matriţă la sistemul de injectare prin canale de distribuţie 4. Proiectarea şi dimensionarea reţelei de injecţie Alegerea diametrului duzei în funcţie de masa injectată şi de tipul materialului plastic utilizat: unde:
M n m 20% m
M = masa injectată; n = numărul de cuiburi; n = 4 cuiburi; 20% · m = valoarea orientativă a mesei culei; m = masa calculată anterior; m = 148,976 g; M = 595,904g; Alegem : d = 2,5 mm în funcţie de materialul piesei şi cantitatea injectată
Stabilirea lungimii culei Lungimea culei de injectare depinde de obicei de grosimea plăcilor în care se montează duza de injectare. Între lungimea L a culei şi diametrul ei (d) se recomandă L/d = 5….9. L = 8 2,5 = 20 L = 20 mm Alegerea traseului şi geometriei canalelor de alimentare Pentru că avem o matriţă cu mai multe cuiburi se foloseşte sistemul de injectare prin canale de distribuţie, atunci când materialul plastic este distribuit din duza de injectare prin canalele laterale la cuiburile matriţei. Lungimea canalelor de distribuţie se alege constructiv astfel încât traseul să fie cât mai scurt şi să prezinte cât mai puţine schimburi de direcţie. Diametrul d al canalelor se va lua d = 9 mm Variante constructive pentru canalele de alimentare:
Fig. 4 Secţiuni de canale de distribuţie Geometria canalelor de distribuţie are o mare importanţă. Cea mai favorabilă formă, din punct de vedere a curgerii este dată de varianta a (secţiune circulară). Deoarece aceasta ridică probleme în execuţie, se va prezenta varianta c, în care: H = 2/3 d h = 6 mm Variantele b şi c sunt mai uşor de executat, însă duc la pierderi ale presiunii mai mari dea lungul canalului. Suprafeţele canalelor de injectare trebuie să fie perfect lustruite. Alegerea dimensiunii digului d = 0,5 mm l = 1,5 mm Se stabileşte exact volumul de material plastic ce trebuie injectat la o cursă dublă a melcului maşinii Vol matcuib + Vol matreţea Vol mat total
5. Calculul forţelor din procesul de injecţie Stabilirea forţelor din procesul de injecţie Pentru ca matriţa să nu se deschidă sub acţiunea forţei de injecţie F inj generată de presiunea interioară trebuie ca mecanismul sistemului de închidere să opună o forţă numită forţă de închidere Fînchidere. Această forţă are o valoare maximă care trebuie menţinută constantă în timpul injectării, astfel încât să echilibreze forţa de injecţie creată în matriţă. Condiţia de injecţie este: Finchidere Finj
sau unde
Finchidere k1 Finj
k1 = 1, 2 ... 1, 3
Forţa interioară de injecţie nu poate fi stabilită cu exactitate datorită numărului mare de factori variabili care intră în componenţa ei, dar poate fi determinată empiric, cu o precizie satisfăcătoare pentru efectuarea calculelor de rezistenţă. Forţa care tinde să deschidă matriţa de formare prin injecţie. Finj =pi ·sf
(daN)
unde: Finj - forţa de injecţie din matriţă sf este suprafaţa frontală a cuibului pi - presiunea interioară de injectare, obţinută după eliminarea pierderilor de presiune în duză şi canalele de injectare, în funcţie de presiunea exterioară ”p0” (daN/cm2) pi = (0,4…0,6) ·p0 p0 se ia în funcţie de tipul materialului plastic p0 = 2200 bar pi = 0,5 · p0 = 0,5·2200 = 1100 daN/cm2 pi = 1100 daN/cm2 Finj = pi · sf sf = R 2 = 15,19 cm2 sf = 15,19 cm2 Finj = 1100·15,19 = 16709 daN Finj = 16709 daN Fînchidere = 1,3 ·16709 = 21721,7 daN Fînchidere = 21721,7 daN
6. Alegerea maşinii de injectat Utilajul folosit este un Kuasy 260/100 Caracteristicile tehnologice ale utilajului: - diametrul melcului 45 mm - presiunea de injecţie 1520 daN/cm2 - distanţa între plăcile de bază (grosimea matriţei max/min) 640/100 - cursa plăcii mobile 320 mm - diametrul alezajului de centrare 125 mm - forţa de închidere a matriţei 100 Tf - distanţa între coloane 360/360 - randamentul de plastifiere 85 kg/h - număr maxim de curse 25 7. Stabilirea soluţiei constructive şi funcţionale a matriţei de injectat Se alege o matriţă pentru injectarea pieselor cu filet interior. Matriţa va avea patru cuiburi. Răcirea se va face utilizând un circuit de răcire. 8. Calculul dimensiunilor nominale şi a toleranţelor de execuţie ale elementelor cuiburilor Calculele de dimensionare se fac în funcţie de dimensiunile piesei de injectat şi de contracţia materialului plastic. În procesul de răcire a pieselor injectate apare fenomenul de contracţie. Fenomenul de contracţie se manifestă practic prin aceea că dimensiunile piesei măsurate după 12-24 h sunt mai mici decât dimensiunile părţilor active. În acest scop se va stabili suprafaţa maximă de contracţie şi se va mări aceasta după următoarea metodologie: -suprafaţa maximă de contracţie este cea exterioară s Contracţia se exprimă în procente şi reprezintă o caracteristică tehnologică a materialelor plastice. -contracţia maximă pentru polistiren este: cmax = 0,2…0,8% Celelalte dimensiuni se vor stabili în funcţie de aceasta, pentru obţinerea formei finale a piesei la dimensiunile stabilite în desenul de execuţie. Se consideră că dimensiunea maximă a piesei, adică (h+) se va obţine atunci când cota cuibului va rezulta la execuţie la maxim, adică (H+) şi contracţia materialului piesei va fi minimă (cmin). Dimensiunea minimă a piesei (h-) se va obţine atunci când la execuţie cota cuibului va rezulta la minim, adică (H-) şi contracţia materialului plastic va fi maximă (cmax). h (H ) (H ) c min h (H ) (H ) c max
unde:
H h
-dimensiunea nominală a cotei cuibului (corespunzătoare cotei h) -abaterea superioară şi inferioară a dimensiunii cuibului -dimensiunea exterioară sau interioară a piesei injectate
-abaterea superioară şi inferioară a dimensiuni piesei cmin, cmax –contracţia minimă şi maximă a materialului piesei În cazul dimensiunilor netolerate se consideră ==0 După rezolvarea sistemului se obţine: H
h 1 c med
H
c med
c max c min 2
c max c min 2
unde: A doua şi a treia relaţie se folosesc pentru fiecare cotă care defineşte forma geometrică a piesei, obţinându-se astfel toate cotele ce definesc cuibul. c min 0,2% 0,8 0,2 c med 2
c max 0,8% c med 0,5%
Pentru dimensiunea 120: H
120 1 cmed
1 100
H = 120, 06 mm;
Dimensiunile piesei vor fi tolerate cu 0,05 mm. Pentru dimensiunea 120: c c min H max 2 0,05 120,06 0,65 77,989 mm ;
Valorile determinate mai sus reprezintă dimensiunile interioare ale cuibului. Dimensiunile exterioare se vor determina din condiţii de rezistenţă considerând cazul unui cuib cilindric supus la presiune interioară, echivalent cu cazul “cilindru cu pereţi groşi” din rezistenţa materialelor.
Fig.5 Cuib cilindric supus la presiune interioară Diametrul interior „d” fiind determinat anterior în funcţie de dimensiunea piesei injectate, urmează să se determine diametrul exterior din condiţii de rezistenţă.
Dd
a 0,7 p i a 1,3 p i
unde:
σa - este tensiunea isibilă a materialului cuibului pi - presiunea din interiorul cuibului Materialul cuibului este un oţel de cementare OLC 15 recomandat, în literatura de specialitate, pentru subansamblele matriţei care vin în direct cu materialul plastic. Cuibului i se va aplica un tratament termic de cementare, călire, revenire joasă (Ce + C + r). Astfel materialul acestuia va ajunge la rezistenţa de rupere la tracţiune σ a = 590 MPa şi duritatea de 56 HRC (190 HB). În general pi = (0,4…0,6)· pe unde: pe = 120 MPa este presiunea exterioară a maşinii de injectat se va considera pi = 0,5pe = 60 MPa dimensiunea interioară: d = H =10,19 mm s-a determinat un diametru exterior D=20 mm H + (h + )(1 + Smin) mm H - (h - )(1 + Smin) mm Ştiind că Smed = (Smax - Smin)/2 şi însumând cele două relaţii, rezultă pentru alezaje: H = h(1 + Smed) mm unde: Smed, Smax, Smin - contracţia medie, maximă şi minimă a materialului piesei H - dimensiunea cavităţii cuibului - abaterea superioară şi inferioară a dimensiunii cuibului h - dimensiunea exterioară sau interioară a piesei de injectat - abaterea superioară şi inferioară a dimensiunii piesei 9. Norme de tehnica securităţii muncii ce trebuie respectate la tehnica injectării pieselor
La execuţia produselor se vor respecta normele de protecţia muncii şi normele locale specifice locului de muncă. Accesul la norme este obligatoriu şi ele vor fi afişate la maşina de injectat. Acestea cuprind următoarele prevederi: În timpul lucrului şi a manipulării maşinii de injectat, muncitorul nu are voie să atingă conductori electrici sau carcasele rezistenţelor. Scoaterea produselor se face automat prin intermediul aruncătoarelor; în cazul în care piesa rămâne blocată, aceasta se va extrage cu ajutorul unui cârlig. Nu se ating cu mâna părţile fierbinţi ale maşinii şi matriţei. În timpul închiderii, respectiv deschiderii matriţei precum şi în timp ce matriţa este deschisă, este interzisă introducerea mâinii precum şi extragerea produselor. În timpul transportului precum şi al manipulării, la montare şi demontare pe maşina de injectat, matriţa va fi zăvorâtă pentru a nu se desface. Se interzice lucrul la maşină dacă există scurgeri de apă la sistemul de răcire. În cazul sesizării unor anomalii în funcţionarea matriţei sau a maşinii, operatorul este obligat să anunţe reglorul sau şeful de atelier. Transportul matriţelor, având în vedere greutatea lor, se va face cu cărucior electric sau mecanic, iar manipularea lor se va face cu macaraua. Pentru protejarea mâinilor se lucrează numai cu mănuşi de bumbac. La recepţia şi punerea în funcţiune se impune prezenţa proiectantului. Depozitarea matriţelor se va face în depozite amenajate, ferite de praf, umezeală şi substanţe corozive. Măsuri organizatorice la depozitare: - înaintea depozitării, matriţele se şterg, se curăţă şi se acoperă cu unsoare consistentă - matriţele nu se preiau în depozit decât însoţite de certificatul de calitate şi procesul verbal de omologare - matriţele uzate sau cu defecţiuni vor fi trimise la remediere Pentru fiecare matriţă se va completa o fişă de evidenţă în care se va consemna şi numărul pieselor injectate în timpul exploatării.
10. Bibliografie 1. Sereş, I.- „Matriţe de injectat” - Ed. Imprimeria de Vest, Oradea, 1999; 2. Iancău Horaţiu, Nemes Ovidiu, Materiale compozite.Concepţie şi fabricaţie, Ed. Mediamira, Cluj-Napoca, 2003; 3. Ionescu Muscel, Ianculescu M., ş.a - „Proiectarea matriţelor pentru produse injectate din materiale plastice”. Editura Tehnică Bucureşti 1987; 4. Sereş,I.-„Injectarea materialelor termoplastice” - Ed. Imprimeria de Vest, Oradea, 1996; 5. Hubca Gh., Horia Iovu şi co, Materiale compozite, Ed Tehnică, Bucureşti,1999; 6. Sereş, I.-„Matrite de injectat in exemple (soluţii constructive, date utile)”Ed. Imprimeria de Vest, Oradea, 1977; 7. Horun, S. - „Memorator de materiale plastice şi auxiliari”. Editura Tehnică Bucureşti – 1973; 8. Toleranţe şi ajustaje (standarde şi comentarii)”. Editura Tehnică Bucureşti – 1967; 9. Miclaus, I. ş.a. - „Album de matriţe pentru materiale plastice” E.T.Bucuresti, 1975 ; 10. „Normative unificate pe economie pentru lucrări de tăiere şi deformare la rece(ştanţare, matriţare)” NT-107.
Related Documents g842

Proiect Mase Plastice 5sy68
March 2023 0
Proiect Matrita Injectie Mase Plastice 6n6ty
March 2023 0
Mase 35u4p
January 2023 0
Mase Ceramice 5t693l
July 2020 0
Mase-plastice.ro 5q66
February 2022 0
Mase 503 Homeweork Problems 114g2y
October 2020 0More Documents from "Alexandrina Buga" 3c3j2n
Proiect Mase Plastice 5sy68
March 2023 0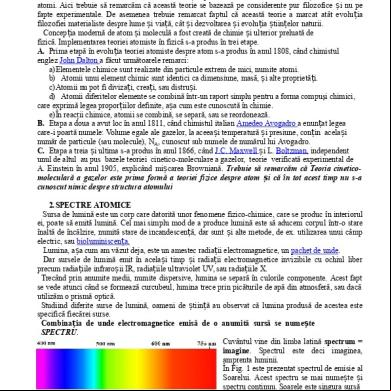
929
December 2019 15
929
October 2022 0
E-book No.02 On Programme Global Shield 1d5g4p
November 2019 40
929
August 2021 0